ক ফ্র্যাক বহুগুণ হাইড্রোলিক ফ্র্যাকচারিং (ফ্র্যাকিং) অপারেশনে ব্যবহৃত একটি উচ্চ-চাপের তরল বিতরণ ব্যবস্থা যা একাধিক পাম্প ট্রাক থেকে এক বা একাধিক ওয়েলহেডগুলিতে একই সাথে চাপযুক্ত ফ্র্যাকচারিং তরলকে নির্দেশ, নিয়ন্ত্রণ এবং বিতরণ করতে ব্যবহৃত হয়। সংক্ষেপে: একটি ছাড়া ফ্র্যাক বহুগুণ , আধুনিক সমাপ্তি ক্রিয়াকলাপগুলির জন্য প্রয়োজনীয় চাপ এবং প্রবাহ হারে 10-40টি উচ্চ-চাপ পাম্পের আউটপুটকে একটি একক ওয়েলবোরে সমন্বয় করা শারীরিকভাবে অসম্ভব। একটি সাধারণ বহুগুণ ভাঙা 10,000-20,000 psi এর কাজের চাপ এবং প্রতি মিনিটে 100 ব্যারেল (bpm) এর বেশি প্রবাহের হার পরিচালনা করতে হবে, এটি যেকোন কূপের সাইটে সবচেয়ে যান্ত্রিকভাবে চাহিদাযুক্ত সরঞ্জামগুলির মধ্যে একটি করে তোলে। এই নিবন্ধটি ব্যাখ্যা করে কিভাবে ফ্র্যাক বহুগুণs কাজ, প্রধান নকশার ধরন, নির্বাচনের মানদণ্ড, কর্মক্ষম সর্বোত্তম অনুশীলন এবং বিবর্তিত প্রযুক্তি এই সমালোচনামূলক সরঞ্জাম বিভাগকে পুনর্নির্মাণ করছে।
ফ্র্যাক ম্যানিফোল্ড কি? ফাংশন এবং মূল উপাদান
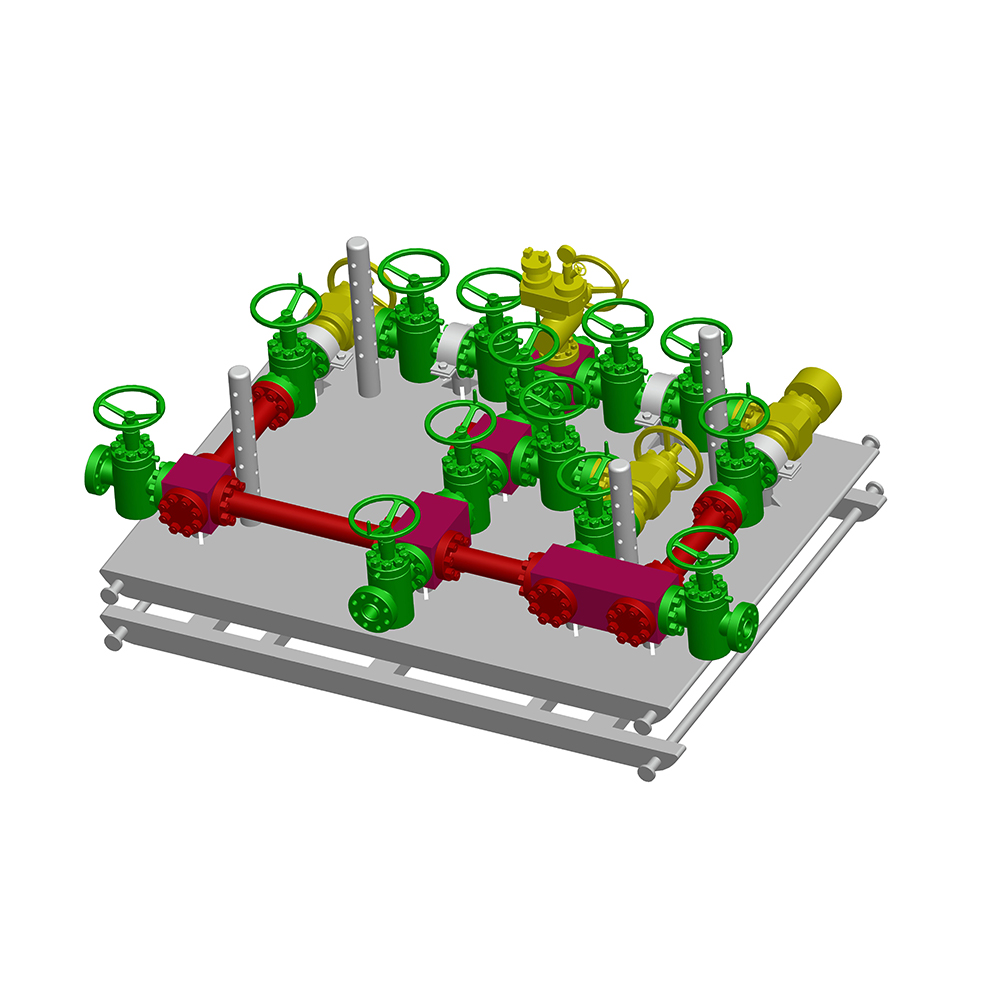
ক ফ্র্যাক বহুগুণ হাইড্রোলিক ফ্র্যাকচারিং স্প্রেডের কেন্দ্রীয় ফ্লুইড হাব হিসাবে কাজ করে — একাধিক পাম্প ইউনিট থেকে সমষ্টিগত প্রবাহ, বিচ্ছিন্নতা এবং প্রবাহ-নিয়ন্ত্রণ ক্ষমতা প্রদান করে এবং ওয়েলহেড চিকিত্সাকারী লোহাতে নিয়ন্ত্রিত চাপে তরল সরবরাহ করে। এটি ধারণাগতভাবে একটি হাইওয়ে ইন্টারচেঞ্জের মতো: উচ্চ-ভলিউম ট্রাফিকের একাধিক লেন (পাম্প ট্রাক) একটি নিয়ন্ত্রিত প্রবাহ পথে একক গন্তব্যে (ওয়েলবোর) নিয়ে যায়।
a এর মূল কাজ বহুগুণ ভাঙা তিনগুণ: তরল বন্টন, চাপ সমীকরণ, এবং কর্মক্ষম নমনীয়তা। একটি বহুগুণ ছাড়া, একটি একক ওয়েলহেডের সাথে সরাসরি 20টি পৃথক পাম্প ট্রাক সংযোগ করতে হলে রক্ষণাবেক্ষণের জন্য পৃথক পাম্পগুলিকে বিচ্ছিন্ন করার, কাজ বন্ধ না করে কূপের মধ্যে অদলবদল করার, বা পাম্প শুরু হওয়া এবং বন্ধ হয়ে যাওয়া থেকে চাপের বৃদ্ধি পরিচালনা করার কোনও উপায় ছাড়াই উচ্চ-চাপের লোহার একটি নিয়ন্ত্রণহীন জট লাগবে৷
একটি ফ্র্যাক ম্যানিফোল্ডের মূল উপাদান
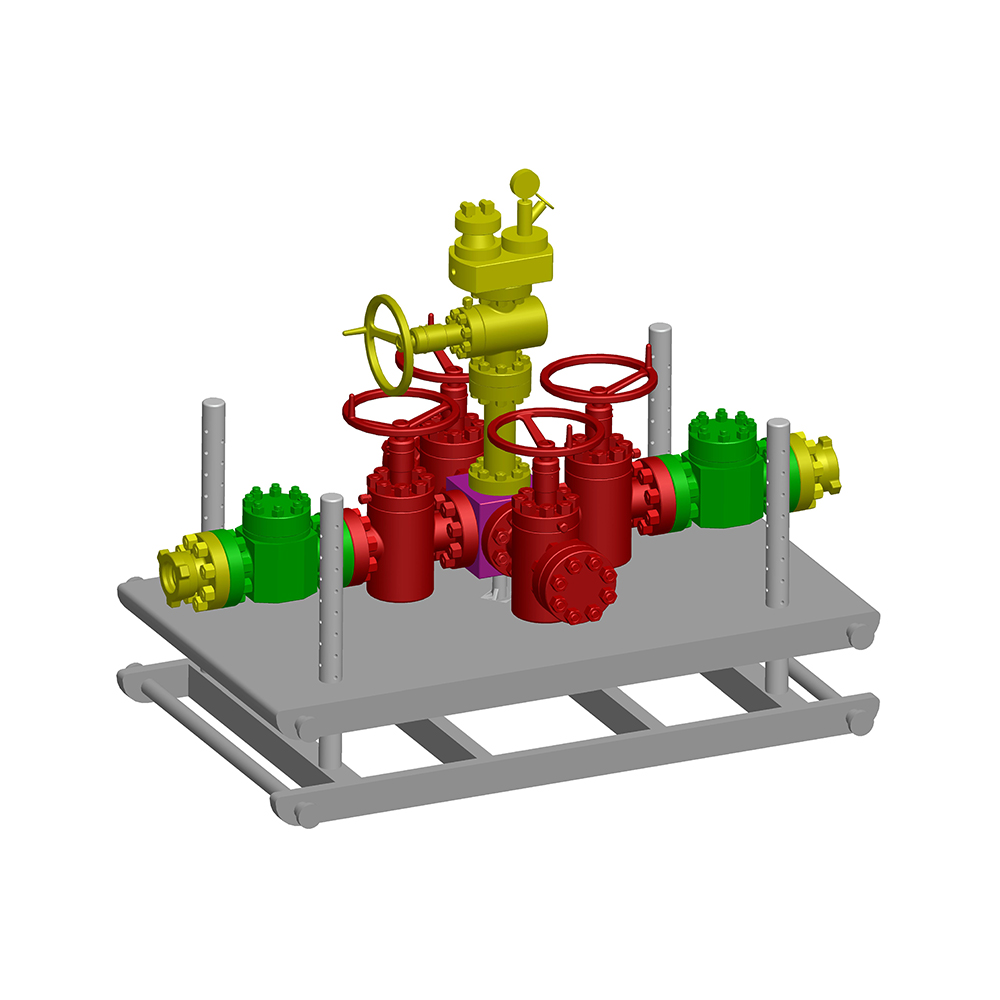
- হেডার বডি (প্রধান বোর): কেন্দ্রীয় পাইপ বা নকল বডি যার মাধ্যমে সমস্ত তরল প্রবাহিত হয়। প্রধান বোরের ব্যাস সাধারণত 4 ইঞ্চি থেকে 7 ইঞ্চি (নামমাত্র) হয়ে থাকে, যার প্রাচীরের পুরুত্ব 1.5-2× কাজের চাপের বিস্ফোরিত চাপ সহ্য করার জন্য তৈরি করা হয়। বেশিরভাগ হেডার বডিগুলি 4130 বা 4140 ক্রোমোলি স্টিল থেকে তৈরি করা হয়, 100,000 psi-এর উপরে শক্তি প্রদানের জন্য তাপ-চিকিত্সা করা হয়।
- ইনলেট সংযোগ (পাম্প সাইড): স্বতন্ত্র উচ্চ-চাপ সংযোগ যেখানে পাম্প ট্রাক স্রাব লাইন সংযুক্ত। একটি মান ফ্র্যাক বহুগুণ 8-24টি ইনলেট পোর্ট রয়েছে, প্রতিটিতে একটি প্লাগ ভালভ বা পৃথক পাম্প বিচ্ছিন্নতার জন্য গেট ভালভ লাগানো আছে। সংযোগের ধরনগুলির মধ্যে রয়েছে হাতুড়ি ইউনিয়ন (চিত্র 1502 বা 2002), ফ্ল্যাঞ্জযুক্ত, বা মালিকানাধীন দ্রুত-সংযোগ ব্যবস্থা।
- আউটলেট সংযোগ (ভাল দিক): উচ্চ-চাপের আউটলেটগুলি চিকিত্সার লোহা এবং ওয়েলহেডের দিকে পরিচালিত করে। মাল্টি-ওয়েল প্যাড অপারেশনগুলি পর্যায়গুলির মধ্যে কারচুপি না করে একাধিক কূপের একযোগে বা অনুক্রমিক চিকিত্সা সক্ষম করতে 2-8 আউটলেট পোর্ট সহ বহুগুণ ব্যবহার করে।
- বিচ্ছিন্নতা ভালভ: প্রতিটি খাঁড়ি এবং আউটলেট পোর্টে গেট ভালভ বা প্লাগ ভালভ সম্পূর্ণ স্প্রেড বন্ধ না করে যে কোনও পাম্প বা ওয়েল সংযোগের পৃথক পৃথকীকরণের অনুমতি দেয়। এই ভালভগুলি সাধারণত হাইড্রোলিকভাবে বা ম্যানুয়ালি অ্যাকচুয়েট হয়, সম্পূর্ণ বহুগুণ কাজের চাপের জন্য রেট করা হয়।
- প্রেসার রিলিফ ভালভ (PRV): ক safety-critical component that automatically vents fluid if manifold pressure exceeds the maximum allowable working pressure (MAWP). PRVs are typically set at 105–110% of MAWP.
- প্রেসার গেজ এবং ইন্সট্রুমেন্টেশন পোর্ট: একাধিক পয়েন্টে রিয়েল-টাইম চাপ পর্যবেক্ষণ প্রবাহের সীমাবদ্ধতা, ভালভ লিক বা পাম্পের অসঙ্গতিগুলির প্রাথমিক সনাক্তকরণ সক্ষম করে। আধুনিক ফ্র্যাক বহুগুণs ট্রিটমেন্ট ভ্যানের ডেটা অধিগ্রহণ সিস্টেমের সাথে সংযুক্ত ইলেকট্রনিক চাপ ট্রান্সডুসারগুলিকে একীভূত করুন।
- স্কিড / ট্রেলার ফ্রেম: ম্যানিফোল্ড সমাবেশ পরিবহন এবং দ্রুত স্থাপনার জন্য একটি ইস্পাত স্কিড বা রাস্তা-আইনি ট্রেলারে মাউন্ট করা হয়। ট্রেলার-মাউন্ট করা ইউনিটগুলি একটি স্ট্যান্ডার্ড ফ্র্যাক ক্রু দ্বারা 45-90 মিনিটের মধ্যে অবস্থান এবং সংযুক্ত হতে পারে।
ফ্র্যাক ম্যানিফোল্ডের ধরন: ঐতিহ্যবাহী বনাম জিপার বনাম কম্বো
দ ফ্র্যাক বহুগুণ বাজার সরল একক-ওয়েল হেডার থেকে পরিশীলিত মাল্টি-ওয়েল সিস্টেমে বিকশিত হয়েছে যা সংলগ্ন ওয়েলবোরগুলির একযোগে ফ্র্যাকচারিংকে সমর্থন করতে সক্ষম। তিনটি প্রাথমিক কনফিগারেশন আধুনিক ক্রিয়াকলাপগুলিকে প্রাধান্য দেয়:
| প্যারামিটার | একক-ওয়েল ম্যানিফোল্ড | জিপার ম্যানিফোল্ড | কম্বো / মাল্টি-ওয়েল ম্যানিফোল্ড |
|---|---|---|---|
| ওয়েলস পরিবেশিত | 1 | 2 (বিকল্প) | 2-8 |
| সাধারণ ইনলেট পোর্ট | 8-16 | 16-24 | 20-40 |
| সাধারণ কাজের চাপ | 10,000-15,000 psi | 10,000-15,000 psi | 10,000–20,000 psi |
| অপারেশনাল মোড | ক্রমিক পর্যায় | কlternating between 2 wells | যুগপত বা অনুক্রমিক |
| রিগ-আপ সময় | 45-90 মিনিট | 2-4 ঘন্টা | 4-8 ঘন্টা |
| পাম্প ব্যবহার | ~60–70% | ~80-90% | ~85–95% |
| মূলধন খরচ (আপেক্ষিক) | নিম্ন (বেসলাইন) | মাঝারি (40-80%) | উচ্চ (100-200%) |
| সেরা অ্যাপ্লিকেশন | একক ভাল প্যাড, অনুসন্ধানমূলক | 2-ওয়েল প্যাড, প্যাড ড্রিলিং | মাল্টি-ওয়েল প্যাড, যুগপত ফ্র্যাক |
সারণি 1: মূল অপারেশনাল এবং বাণিজ্যিক পরামিতি দ্বারা তিনটি প্রাথমিক ফ্র্যাক ম্যানিফোল্ড কনফিগারেশনের তুলনা। জিপার এবং কম্বো ম্যানিফোল্ডগুলি বৃহত্তর জটিলতা এবং মূলধন বিনিয়োগের খরচে উল্লেখযোগ্যভাবে উচ্চতর পাম্প ব্যবহার প্রদান করে।
দ Zipper Frac Manifold: How It Doubles Pump Efficiency
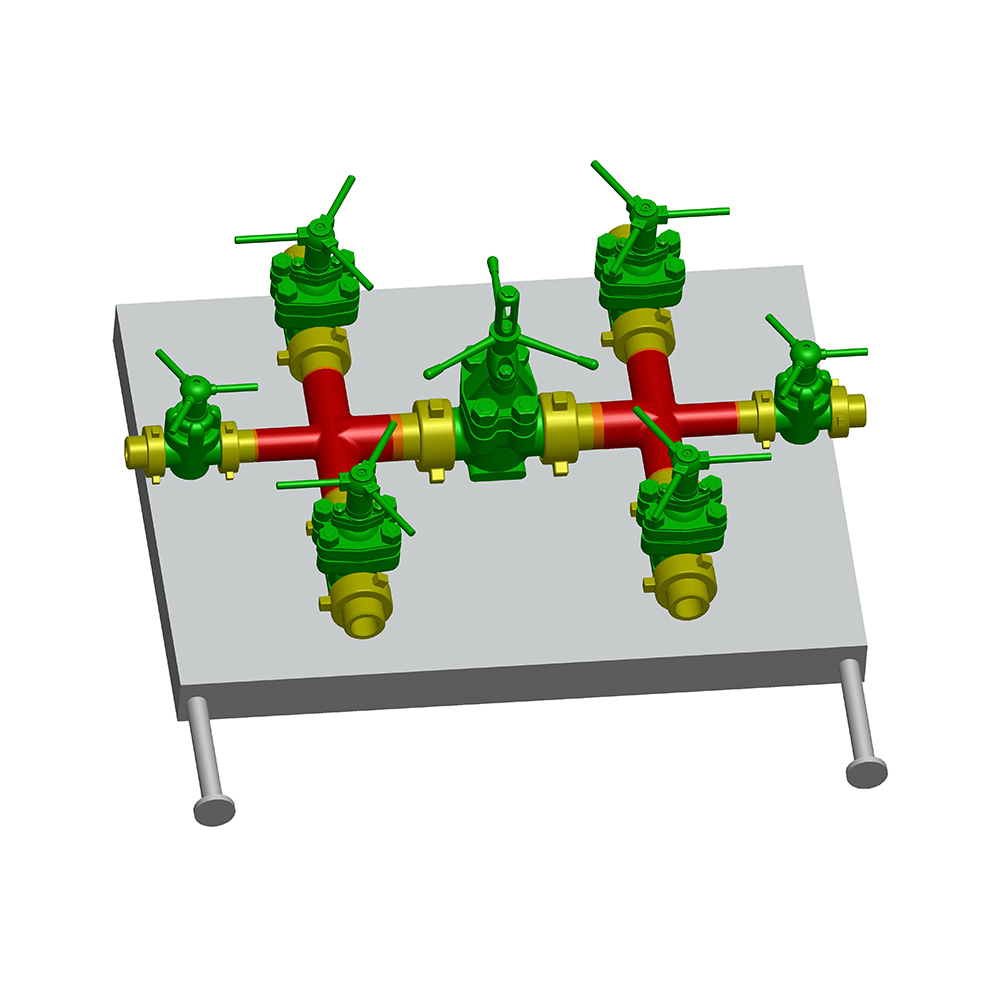
দ জিপার ফ্র্যাক বহুগুণ গত দুই দশকের ফ্র্যাক ম্যানিফোল্ড ডিজাইনে এটি সবচেয়ে গুরুত্বপূর্ণ অপারেশনাল উদ্ভাবন। একটি জিপার কনফিগারেশনে, একটি একক পাম্প দুটি সংলগ্ন ওয়েলবোরের মধ্যে পর্যায়ক্রমে ছড়িয়ে পড়ে — যখন একটি কূপ ভাঙা হচ্ছে, অন্যটি ছিদ্র করা হচ্ছে এবং পরবর্তী পর্যায়ের জন্য প্রস্তুত করা হচ্ছে। এটি পর্যায়গুলির মধ্যে অ-উৎপাদনশীল সময় (NPT) দূর করে যা একক-ওয়েল অপারেশনে মোট সমাপ্তি সময়ের 30-40% জন্য দায়ী।
দ hydraulic advantage is equally significant: research has shown that zipper fracturing on adjacent parallel laterals creates fracture interference patterns that extend total stimulated reservoir volume (SRV) by 15–25% compared to sequential single-well fracturing. The fractures from one well "push" into the reservoir in directions that complement the fracture geometry of the adjacent well, improving drainage efficiency across the pad.
ক standard জিপার ফ্র্যাক বহুগুণ আইসোলেশন ভালভ সহ একটি ক্রসওভার সেকশন দ্বারা সংযুক্ত দুটি পৃথক হেডার বডি নিয়ে গঠিত, যা দুটি ভালভ খোলা এবং বন্ধ করার মাধ্যমে পুরো পাম্প স্প্রেডকে ওয়েল A থেকে ওয়েল বি-তে পুনঃনির্দেশিত করার অনুমতি দেয় — একটি স্যুইচিং অপারেশন যা 60 সেকেন্ডেরও কম সময় নেয়।
ফ্র্যাক ম্যানিফোল্ড প্রেসার রেটিং: সঠিক শ্রেণী নির্বাচন করা
একটি নির্বাচন করার সময় চাপ রেটিং হল সবচেয়ে নিরাপত্তা-গুরুত্বপূর্ণ স্পেসিফিকেশন ফ্র্যাক বহুগুণ . নিম্ন-নির্দিষ্ট চাপ রেটিং হল বিপর্যয়মূলক বহুগুণ ব্যর্থতার প্রাথমিক কারণ, যা মারাত্মক হতে পারে এবং এর ফলে ভালভাবে নিয়ন্ত্রণের ঘটনা ঘটে। শিল্পটি API 6A এবং API 16C এর সাথে সংযুক্ত একটি প্রমিত চাপ শ্রেণি ব্যবস্থা ব্যবহার করে:
| প্রেসার ক্লাস | কাজের চাপ (psi) | পরীক্ষার চাপ (psi) | সাধারণ আবেদন | সাধারণ গঠন |
|---|---|---|---|---|
| 10K | 10,000 | 15,000 | প্রচলিত ফ্র্যাক, অগভীর কূপ | পারমিয়ান বেসিন (কিছু অঞ্চল) |
| 15K | 15,000 | 22,500 | স্ট্যান্ডার্ড শেল ফ্র্যাক, প্যাড ড্রিলিং | মার্সেলাস, ঈগল ফোর্ড, হেনসভিল |
| 20K | 20,000 | 30,000 | আল্ট্রা-এইচপিএইচটি, গভীর কূপ | ডিপ হেনেসভিল, স্কুপ/স্ট্যাক |
সারণি 2: মানক ফ্র্যাক ম্যানিফোল্ড চাপ ক্লাস সংশ্লিষ্ট পরীক্ষার চাপ এবং সাধারণ গঠন অ্যাপ্লিকেশন সহ। এপিআই 16C প্রয়োজনীয়তা অনুযায়ী স্থাপনের আগে সমস্ত ফ্র্যাক বহুগুণ চাপ-ধারণকারী উপাদানগুলিকে অবশ্যই 1.5× কাজের চাপে হাইড্রোস্ট্যাটিকভাবে পরীক্ষা করা উচিত।
দ selection of a 15K versus 20K ফ্র্যাক বহুগুণ নিছক নিরাপত্তা মার্জিনের বিষয় নয় - এর সরাসরি খরচের প্রভাব রয়েছে। একটি 20K-রেটেড ম্যানিফোল্ড অ্যাসেম্বলির জন্য একটি সমতুল্য 15K ইউনিটের চেয়ে 40-70% বেশি খরচ হতে পারে কারণ ভারী নকল বডি, মোটা দেয়াল, উচ্চ-নির্দিষ্ট ভালভ এবং আরও কঠোর উপাদান যোগ্যতা পরীক্ষার প্রয়োজন। যাইহোক, 18,000 psi চিকিত্সা চাপ প্রয়োজন এমন একটি গঠনে 10K বা 15K বহুগুণ ব্যবহার করা চাপ নিয়ন্ত্রণ ব্যর্থতার একটি অগ্রহণযোগ্য ঝুঁকি তৈরি করে।
উপাদান এবং ধাতুবিদ্যা: একটি ফ্র্যাক ম্যানিফোল্ড কী করে তোলে উচ্চ-চাপের ঘষিয়া তুলিয়া ফেলিতে সক্ষম পরিষেবা
ফ্র্যাক বহুগুণ উপাদানগুলি যান্ত্রিক চাপের একটি অনন্য শাস্তিমূলক সংমিশ্রণের মুখোমুখি হয়: প্রতিটি পর্যায়ে চক্রীয় উচ্চ-চাপ লোডিং, উচ্চ-বেগ প্রপ্যান্ট-বোঝাই তরল থেকে ক্ষয় (40-80 ফুট/সেকেন্ড বেগে 0.5-4 পাউন্ড/গ্যাল বালির ঘনত্ব), রাসায়নিক আক্রমণ এবং অ্যাসিড প্রি-প্রেসের ফলে ফ্লু-প্রিপ্রেসের পুনরাবৃত্তি হ্রাস। প্রতি বছর শত শত পর্যায় জুড়ে চক্র।
বডি এবং হেডার সামগ্রী
দ main header body of a ফ্র্যাক বহুগুণ সাধারণত AISI 4130 বা 4140 ক্রোমোলি ইস্পাত থেকে নকল করা হয়, 75,000-100,000 psi (গ্রেড এল বা গ্রেড পি প্রতি API 6A) এর সর্বনিম্ন ফলন শক্তিতে তাপ-চিকিত্সা করা হয়। নকল নির্মাণ বাধ্যতামূলক — ঢালাই লোহা বা ঢালাই করা ফ্যাব্রিকেশন ফ্র্যাক পরিষেবার চক্রীয় ক্লান্তি লোডিং নির্ভরযোগ্যভাবে সহ্য করতে পারে না। ফরজিং অভ্যন্তরীণ শূন্যতা এবং দিকনির্দেশক শস্য দুর্বলতাগুলিকে দূর করে যা কাস্টিংগুলিকে ক্লান্তি ক্র্যাকিংয়ের জন্য সংবেদনশীল করে তোলে।
টক পরিষেবা অ্যাপ্লিকেশনগুলির জন্য (H₂S বর্তমান), উপকরণগুলি অবশ্যই NACE MR0175 / ISO 15156 প্রয়োজনীয়তা পূরণ করতে হবে, যা সালফাইড স্ট্রেস ক্র্যাকিং প্রতিরোধ করতে সর্বোচ্চ কঠোরতা 22 HRC-তে সীমাবদ্ধ করে। টক-পরিষেবা ফ্র্যাক বহুগুণs উচ্চ-শক্তির সংকর ধাতুর পরিবর্তে নিয়ন্ত্রিত রসায়ন সহ নিম্ন-খাদ কার্বন স্টিল ব্যবহার করুন, টক প্রতিরোধের বিনিময়ে নিম্ন চাপের রেটিং গ্রহণ করুন।
ক্ষয় সুরক্ষা প্রযুক্তি
প্রপ্যান্ট ক্ষয় হল প্রাথমিক পরিধান প্রক্রিয়া ফ্র্যাক বহুগুণ দেহ, বিশেষ করে টি জংশন, কনুই এবং ভালভের সিটে যেখানে প্রবাহের বেগ এবং অশান্তি সর্বোচ্চ। তিনটি প্রাথমিক ক্ষয় প্রশমন কৌশল নিযুক্ত করা হয়:
- প্রতিস্থাপনযোগ্য পরিধান হাতা: কার্বাইড বা শক্ত ইস্পাত সন্নিবেশ উচ্চ-ক্ষয় অঞ্চলে ভিতরের বোর আস্তরণের। এগুলি ব্যবহারযোগ্য অংশ হিসাবে ডিজাইন করা হয়েছে, পুরো বহুগুণ বডি প্রতিস্থাপন না করে নির্ধারিত রক্ষণাবেক্ষণের সময় প্রতিস্থাপনযোগ্য। প্রপ্যান্টের ঘনত্ব এবং প্রকারের উপর নির্ভর করে একটি আদর্শ পরিধানের হাতা 200-500 ফ্র্যাক পর্যায়ের একটি পরিষেবা জীবন থাকে।
- টংস্টেন কার্বাইড ভালভ ট্রিম: ফ্র্যাক সার্ভিসে গেট ভালভ এবং প্লাগ ভালভগুলি টংস্টেন কার্বাইড সিট ব্যবহার করে এবং 1,500-2,400 HV-এর ভিকার কঠোরতা সহ উপাদানগুলি ছাঁটাই করে — তাদের মধ্য দিয়ে প্রবাহিত 100 মেশ কোয়ার্টজ স্যান্ড প্রপ্যান্ট (প্রায় 800 এইচভি) থেকে অনেক বেশি কঠিন।
- প্রবাহ পথ জ্যামিতি অপ্টিমাইজেশান: আধুনিক ফ্র্যাক বহুগুণ ডিজাইনগুলি অভ্যন্তরীণ বোর জ্যামিতি অপ্টিমাইজ করার জন্য কম্পিউটেশনাল ফ্লুইড ডাইনামিকস (CFD) ব্যবহার করে, জংশনে 20-40% অশান্তি কমায় এবং পরিধান-সম্পর্কিত রক্ষণাবেক্ষণের মধ্যে গড় সময় বাড়ায়।
ফ্র্যাক ম্যানিফোল্ড অপারেশনস: রিগ-আপ, প্রি-জব টেস্টিং এবং স্টেজ এক্সিকিউশন
একটি জন্য সঠিক অপারেশনাল পদ্ধতি ফ্র্যাক বহুগুণ সরঞ্জাম স্পেসিফিকেশন হিসাবে গুরুত্বপূর্ণ. অন-লোকেশন ইকুইপমেন্টের ব্যর্থতার বেশিরভাগই পদ্ধতিগত ত্রুটির কারণে হয় — অপর্যাপ্ত চাপ পরীক্ষা, অনুপযুক্ত ভালভ সিকোয়েন্সিং, বা সংযোগ মেকআপ ব্যর্থতা — সরঞ্জামের ত্রুটির কারণে নয়।
প্রি-জব প্রেসার টেস্টিং প্রোটোকল
প্রতিটি ফ্র্যাক বহুগুণ অ্যাসেম্বলিটি অবশ্যই প্রতিটি কাজের আগে সর্বাধিক প্রত্যাশিত চিকিত্সা চাপের জন্য চাপ-পরীক্ষা করা উচিত, বা বহুগুণে রেট করা কাজের চাপ, যেটি কম। স্ট্যান্ডার্ড প্রোটোকল অন্তর্ভুক্ত:
- নিম্নচাপ পরীক্ষা (200-500 psi): নিশ্চিত করে যে সমস্ত সংযোগ সঠিকভাবে তৈরি করা হয়েছে এবং ভালভগুলি বসে আছে৷ এগিয়ে যাওয়ার আগে শূন্য চাপ ক্ষয় সহ একটি 10-মিনিট হোল্ড প্রয়োজন।
- উচ্চ-চাপ পরীক্ষা (MAWP বা সর্বাধিক প্রত্যাশিত চিকিত্সা চাপের জন্য): ক 10-minute hold at full test pressure with no more than 50 psi decay allowed. Any decay greater than this requires immediate investigation and re-test before operations begin.
- ভালভ ফাংশন পরীক্ষা: প্রতিটি বিচ্ছিন্নতা ভালভ সঠিক অপারেশন যাচাই করার জন্য চাপের অধীনে খোলা এবং বন্ধ সাইকেল করা হয়। একটি ভালভ যা ডিফারেনশিয়াল চাপ ধরে রাখতে ব্যর্থ হয় তা পরিষেবার বাইরে ট্যাগ করা হয় এবং বাইপাস বা প্রতিস্থাপিত হয়।
- PRV সেট-পয়েন্ট যাচাইকরণ: দ pressure relief valve pop-off pressure is verified against its certification tag. PRVs in frac service should be re-certified every 12 months or 500 operating hours, whichever comes first.
স্টেজ এক্সিকিউশন: ফ্র্যাক কাজের সময় ভালভ ম্যানেজমেন্ট
একটি ফ্র্যাকচারিং পর্যায়ে, ফ্র্যাক বহুগুণ অপারেটর রিয়েল টাইমে ইনলেট এবং আউটলেট ভালভ অবস্থান পরিচালনার জন্য দায়ী। স্ট্যান্ডার্ড অপারেটিং পদ্ধতির প্রয়োজন:
- পাম্প চলাকালীন কখনই ডাউনস্ট্রিম (ওয়েল-সাইড) ভালভ বন্ধ করবেন না: পাম্পগুলি যখন হারে থাকে তখন ওয়েল আউটলেট বন্ধ করা একটি "মৃতপ্রবণ" অবস্থার সৃষ্টি করে — সেকেন্ডের মধ্যে শাট-ইন চাপ পাম্প করতে চাপ বাড়ায়, সম্ভাব্য বহুগুণ MAWP ছাড়িয়ে যায়। ভাল-সাইড ভালভ বন্ধ করার আগে সমস্ত পাম্প ইউনিট বন্ধ করতে হবে।
- অনুক্রমিক পাম্প ব্যস্ততা: পাম্পগুলিকে তাদের পৃথক ইনলেট ভালভের মাধ্যমে এক সময়ে অনলাইনে আনা হয়, যা অপারেটরকে চাপের প্রতিক্রিয়া নিরীক্ষণ করতে এবং পরবর্তী পাম্প যোগ করার আগে বহুগুণ অখণ্ডতা নিশ্চিত করতে দেয়।
- জিপার ম্যানিফোল্ড স্যুইচিং পদ্ধতি: একটি জিপার অপারেশনে কূপের মধ্যে স্যুইচ করার সময়, ট্রিটিং কূপের ভালভ বন্ধ হওয়ার আগে রিসিভিং কূপের ভালভটি খোলা হয় — ক্রমাগত প্রবাহ বজায় রাখা এবং চাপের হাতুড়ির ঘটনাগুলি প্রতিরোধ করে যা ভালভ এবং ফিটিং পরিধানকে ত্বরান্বিত করে।
পরবর্তী প্রজন্মের ফ্র্যাক ম্যানিফোল্ড প্রযুক্তি: অটোমেশন এবং রিমোট অপারেশন
দ ফ্র্যাক বহুগুণ দূরবর্তী এবং স্বায়ত্তশাসিত কূপ সাইট অপারেশনের দিকে শিল্পের ধাক্কা দ্বারা চালিত একটি উল্লেখযোগ্য প্রযুক্তিগত রূপান্তরের মধ্য দিয়ে যাচ্ছে — শ্রম খরচ, এইচএসই বিবেচনা এবং বৈদ্যুতিক ফ্র্যাকচারিং (ই-ফ্র্যাক) ছড়িয়ে পড়ার একীকরণের দ্বারা ত্বরান্বিত একটি প্রবণতা।
কutomated Valve Control Systems
পরবর্তী প্রজন্ম ফ্র্যাক বহুগুণs ট্রিটমেন্ট ভ্যান থেকে নিয়ন্ত্রিত জলবাহী বা বৈদ্যুতিকভাবে সক্রিয় ভালভগুলিকে একীভূত করুন — ওয়েলহেডের কাছে উচ্চ-চাপ অঞ্চলে ম্যানুয়ালি ম্যানিফোল্ড ভালভগুলি পরিচালনা করার জন্য কর্মীদের প্রয়োজনীয়তা দূর করে৷ স্বয়ংক্রিয় ভালভ সিস্টেমগুলি ম্যানুয়াল অপারেশনের জন্য 5 সেকেন্ড বনাম 30-60 সেকেন্ডের মধ্যে জিপার সুইচের ক্রমটি কার্যকর করতে পারে, ভাল স্থানান্তরের সময় NPT এবং চাপের ওঠানামা হ্রাস করে।
কdvanced control systems include interlock logic that prevents operators from inadvertently creating deadhead conditions — if a command to close a well-side valve is issued while pumps are above a pre-set flow rate threshold, the system alerts the operator and requires confirmation before executing the command.
ইন্টিগ্রেটেড সেন্সর অ্যারে এবং ভবিষ্যদ্বাণীমূলক রক্ষণাবেক্ষণ
আধুনিক ফ্র্যাক বহুগুণ ডিজাইনগুলি উচ্চ-ক্ষরণ অঞ্চলে অতিস্বনক প্রাচীর-বেধের সেন্সরগুলিকে এম্বেড করে, ট্রিটমেন্ট ভ্যানে রিয়েল-টাইম পরিধান ডেটা প্রেরণ করে। যখন একটি নিরীক্ষণ করা অবস্থানে প্রাচীরের বেধ একটি প্রিসেট থ্রেশহোল্ডের নিচে নেমে যায় (সাধারণত মূল ডিজাইনের বেধের 80%), সিস্টেমটি পরবর্তী নির্ধারিত রক্ষণাবেক্ষণ উইন্ডোতে পরিদর্শন বা প্রতিস্থাপনের জন্য উপাদানটিকে পতাকা দেয় — একটি ব্যর্থতা ঘটার আগে।
কcoustic emission sensors can detect micro-cracking in manifold bodies before cracks propagate to a through-wall condition, providing early warning of fatigue damage that visual inspection would miss. Industry data indicates that predictive maintenance programs based on continuous sensor monitoring can extend average ফ্র্যাক বহুগুণ পরিষেবা জীবন 20-35% এবং অপরিকল্পিত সরঞ্জামের ব্যর্থতা 60% এর বেশি হ্রাস করে।
ফ্র্যাক ম্যানিফোল্ড পরিদর্শন এবং রক্ষণাবেক্ষণ: কী শিল্পের মান প্রয়োজন
ফ্র্যাক বহুগুণ পরিদর্শন এবং রক্ষণাবেক্ষণের প্রয়োজনীয়তাগুলি API RP 7L, API 16C এবং অপারেটর-নির্দিষ্ট QA প্রোগ্রাম দ্বারা পরিচালিত হয়। বহুগুণ ব্যর্থতার পরিণতি — উচ্চ-চাপের তরল নিঃসরণ, সম্ভাব্য ইগনিশন এবং কর্মীদের আঘাত — মেনে চলাকে আলোচনার অযোগ্য করে তোলে।
- চাকরি-পরবর্তী চাক্ষুষ পরিদর্শন: কfter each frac job, all external surfaces, connection points, valve stems, and pressure gauges are visually inspected for leaks, mechanical damage, erosion grooves, and corrosion. Any fitting showing visible erosion at the OD is removed from service for dimensional inspection.
- অতিস্বনক বেধ পরীক্ষা (UT): ক্যালিব্রেটেড অতিস্বনক গেজ ব্যবহার করে সমস্ত উচ্চ-ক্ষয়ের অঞ্চলে (টি জংশন, কনুই, ভালভ বডি) ন্যূনতম প্রাচীরের বেধ পরিমাপ করা হয়। গণনা করা ন্যূনতম প্রাচীর বেধের নীচে পরিমাপ (প্রতি ASME B31.3 বা API 6A) পরিষেবা থেকে অবিলম্বে অপসারণের প্রয়োজন।
- চৌম্বকীয় কণা পরিদর্শন (এমপিআই) বা ডাই পেনিট্রান্ট টেস্টিং (ডিপিটি): পৃষ্ঠ-ভাঙ্গা ফাটল সনাক্ত করতে ওয়েল্ড জোন, থ্রেডেড সংযোগ এবং পর্যবেক্ষণকৃত ক্ষয়প্রাপ্ত অঞ্চলগুলিতে সঞ্চালিত হয়। MPI চৌম্বকীয় পদার্থের জন্য পছন্দ করা হয়; ডিপিটি নন-চৌম্বকীয় ধাতুগুলিতে ব্যবহৃত হয়।
- সম্পূর্ণ পুনরায় শংসাপত্র হাইড্রোস্ট্যাটিক পরীক্ষা: ন্যূনতম 10-মিনিট হোল্ডের জন্য 1.5× কাজের চাপে বার্ষিক বা যেকোনো মেরামতের পরে প্রয়োজন। পুনঃপ্রত্যয়ন রেকর্ড অবশ্যই নির্দিষ্ট বহুগুণ সিরিয়াল নম্বরে সনাক্তযোগ্য হতে হবে এবং সরঞ্জামের পরিষেবা জীবনের জন্য বজায় রাখতে হবে।
- ভালভ পুনর্নির্মাণ এবং প্রতিস্থাপন: ফ্র্যাক ম্যানিফোল্ড পরিষেবাতে গেট ভালভের জন্য সাধারণত 150-300 অপারেটিং চক্রের পরে (চাপে খোলা/বন্ধ) আসন এবং সীল প্রতিস্থাপনের প্রয়োজন হয়। ডিফার্ড ভালভ রক্ষণাবেক্ষণ হল ইন-সার্ভিস ভালভ লিক হওয়ার প্রধান কারণ ফ্র্যাক বহুগুণs .
প্রায়শই জিজ্ঞাসিত প্রশ্ন: Frac Manifolds
প্রশ্ন 1: ফ্র্যাক ম্যানিফোল্ড এবং ট্রিটিং আয়রনের মধ্যে পার্থক্য কী?
ক ফ্র্যাক বহুগুণ কেন্দ্রীয় বন্টন হাব যা পাম্প প্রবাহকে একত্রিত করে এবং পৃথক কূপ সংযোগে রুট করে। "ট্রিটিং আয়রন" বলতে উচ্চ-চাপের পাইপের অংশ, হাতুড়ি ইউনিয়ন এবং কনুই বোঝায় যা বহুগুণ আউটলেটকে ওয়েলহেডের সাথে সংযুক্ত করে। ম্যানিফোল্ড একটি স্কিড বা ট্রেলারে মাউন্ট করা একটি নির্দিষ্ট সমাবেশ; ট্রিটিং আয়রন হল ম্যানিফোল্ড এবং ওয়েলহেডের মধ্যে ফিল্ড-রিগড পাইপিং যা প্রতিটি কাজের জন্য আলাদাভাবে কনফিগার করা হয়। উভয়ই একই কাজের চাপের জন্য রেট করা আবশ্যক, কিন্তু তারা প্রবাহ পথে মৌলিকভাবে ভিন্ন ফাংশন পরিবেশন করে।
প্রশ্ন 2: একটি ফ্র্যাক ম্যানিফোল্ড হ্যান্ডেল করতে পারে কতগুলি পাম্প ট্রাক?
স্ট্যান্ডার্ড ফ্র্যাক বহুগুণs 8-24 ইনলেট পোর্ট দিয়ে ডিজাইন করা হয়েছে। পার্মিয়ান বেসিনে একটি সাধারণ বৃহৎ-প্যাড সমাপ্তিতে 18-24টি পাম্প ইউনিট ব্যবহার করা হয়, যার জন্য অন্তত অনেক ইনলেট সংযোগ সহ বহুগুণ প্রয়োজন। প্রতিটি ইনলেট পোর্ট একটি পাম্প ট্রাকের সম্পূর্ণ রেটযুক্ত প্রবাহ হার পরিচালনা করে — সাধারণত অপারেটিং চাপে প্রতি ইউনিট 25-50 bpm। ম্যানিফোল্ডের প্রধান বোরের আকার হতে হবে যাতে সর্বোচ্চ মোট প্রবাহ (সমস্ত সক্রিয় পাম্পের যোগফল) 30-40 ফুট/সেকেন্ডের বেশি তরল বেগ তৈরি করতে না পারে, যা প্রপ্যান্ট-বোঝাই প্রবাহের অধীনে ইস্পাতের ক্ষয় থ্রেশহোল্ড।
প্রশ্ন 3: ফ্র্যাক ম্যানিফোল্ড পরিভাষায় "মিসাইল" কী?
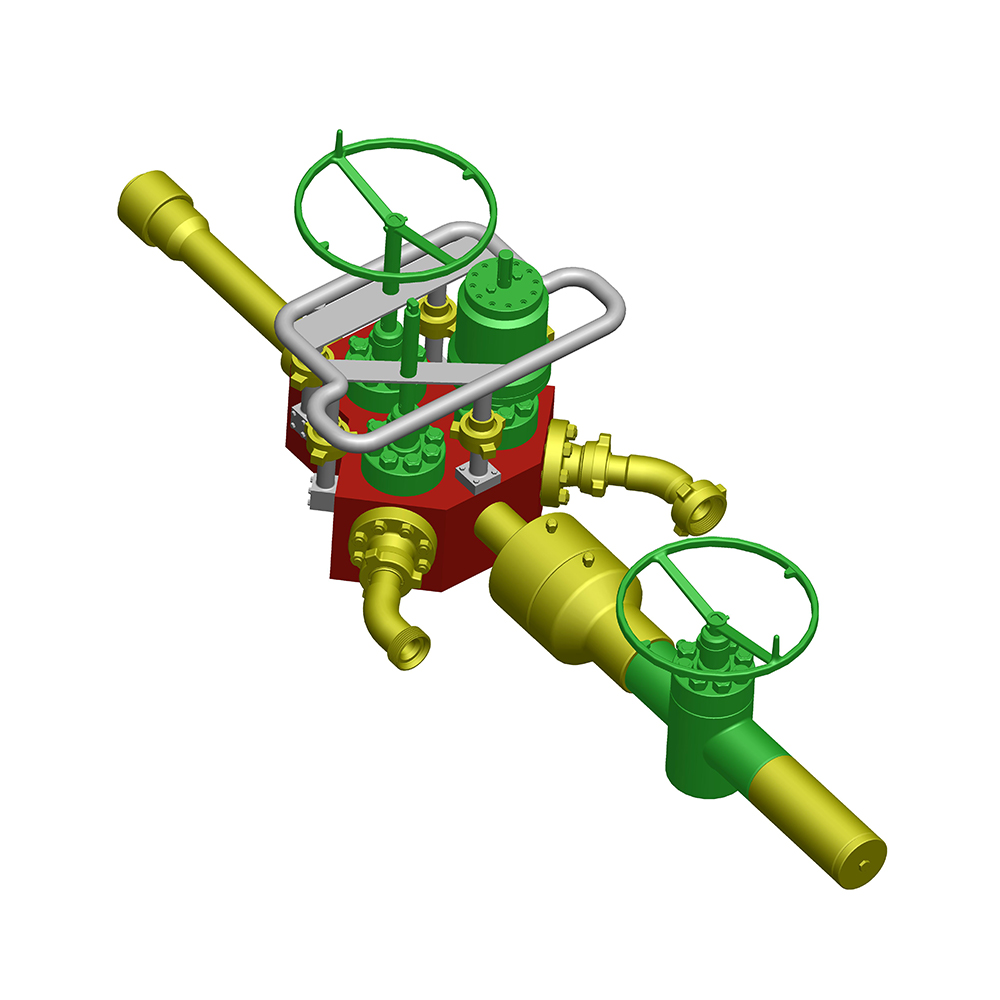
ক "missile" (sometimes called a "frac missile" or "missile manifold") is an older, simpler style of ফ্র্যাক বহুগুণ একাধিক ইনলেট এবং আউটলেট পোর্ট সহ একটি একক প্রসারিত হেডার বডি নিয়ে গঠিত কিন্তু ন্যূনতম সমন্বিত ভালভ নিয়ন্ত্রণ। নামটি প্রাথমিক নকশার নলাকার আকৃতি থেকে এসেছে। আধুনিক ম্যানিফোল্ড সিস্টেমগুলি উচ্চতর প্রবাহ নিয়ন্ত্রণ ক্ষমতার কারণে উচ্চ-পর্যায়ের-গণনা শেল অপারেশনগুলিতে ক্ষেপণাস্ত্রগুলিকে অনেকাংশে প্রতিস্থাপিত করেছে, তবে ক্ষেপণাস্ত্রগুলি সাধারণ প্রচলিত ফ্র্যাক অপারেশনগুলির জন্য ব্যবহার করা হচ্ছে যেখানে খরচ কমানো প্রাথমিক চালক।
প্রশ্ন 4: একটি পাম্প যোগ করা বা সরানো হলে একটি ফ্র্যাক ম্যানিফোল্ড চাপের বৃদ্ধি কীভাবে পরিচালনা করে?
যখন একটি পাম্প স্প্রেড যোগ করা হয়, তার আউটলেট ভালভ উপর ফ্র্যাক বহুগুণ ধীরে ধীরে খোলা হয় — স্ন্যাপ করা হয় না — যখন পাম্পটি বহুগুণে সংযোগ করার আগে লাইন চাপে আনা হয়। এই "নরম সংযোগ" পদ্ধতি, যা 10-30 সেকেন্ড সময় নেয়, একটি হাইড্রোলিক হাতুড়ি ইভেন্ট প্রতিরোধ করে যা একটি উচ্চ-চাপ পাম্প হঠাৎ বিভিন্ন চাপে বহুগুণে সংযুক্ত হলে ঘটবে। আধুনিক স্বয়ংক্রিয় ম্যানিফোল্ড সিস্টেমে ইনলেট ভালভ চাপ সমতাকরণ যুক্তি অন্তর্ভুক্ত: ভালভ সম্পূর্ণরূপে খুলবে না যতক্ষণ না এটি জুড়ে চাপের পার্থক্য 500 psi এর নিচে নেমে আসে, একটি মসৃণ চাপ পরিবর্তন নিশ্চিত করে।
প্রশ্ন 5: ফ্র্যাক ম্যানিফোল্ডের কোন সার্টিফিকেশন বহন করা উচিত?
ক properly certified ফ্র্যাক বহুগুণ এর জন্য ডকুমেন্টেশন বহন করা উচিত: এপিআই 6এ বা এপিআই 16সি চাপ রেটিং সম্মতি সমস্ত চাপ-ধারণকারী উপাদানগুলির জন্য; বস্তুগত পরীক্ষার রিপোর্ট (MTRs) সমস্ত চাপ-ধারণকারী অংশগুলিকে তাদের তাপ এবং লট নম্বরে ট্রেস করে; একজন যোগ্যতাসম্পন্ন পরিদর্শক দ্বারা স্বাক্ষরিত হাইড্রোস্ট্যাটিক পরীক্ষার শংসাপত্র; ভালভ কর্মক্ষমতা পরীক্ষার সার্টিফিকেট; এবং, যেখানে প্রযোজ্য, টক পরিষেবার জন্য NACE MR0175 কমপ্লায়েন্স ডকুমেন্টেশন। কিছু অপারেটর অতিরিক্তভাবে তাদের অবস্থানে স্থাপনের আগে একটি স্বীকৃত পরিদর্শন সংস্থা দ্বারা তৃতীয় পক্ষের সরঞ্জাম পরিদর্শন (TPEI) প্রয়োজন।
প্রশ্ন 6: একটি ফ্র্যাক ম্যানিফোল্ড একটি প্রোডাকশন ম্যানিফোল্ড থেকে কীভাবে আলাদা?
যদিও উভয়ই তরল বন্টন ব্যবস্থা, ক ফ্র্যাক বহুগুণ এবং একটি উত্পাদন বহুগুণ নকশা এবং পরিষেবা প্রয়োজনীয়তা মৌলিকভাবে ভিন্ন. ক ফ্র্যাক বহুগুণ এটি একটি অস্থায়ী, উচ্চ-চাপ (10,000–20,000 psi) সিস্টেম যা স্বল্প-মেয়াদী, ঘষিয়া তুলিয়া ফেলিতে সক্ষম প্রপ্যান্ট-বোঝাই তরল সহ চক্রীয় পাম্প পরিষেবার জন্য ডিজাইন করা হয়েছে। একটি উত্পাদন বহুগুণ হল একটি স্থায়ী, নিম্নচাপ (সাধারণত 1,000-5,000 psi) সিস্টেম যা উত্পাদিত হাইড্রোকার্বনের অবিচ্ছিন্ন স্থিতিশীল প্রবাহের জন্য ডিজাইন করা হয়েছে। উৎপাদন বহুগুণ জারা প্রতিরোধের এবং দীর্ঘমেয়াদী sealing অগ্রাধিকার; ফ্র্যাক বহুগুণs চাপ রেটিং, ক্ষয় প্রতিরোধ, এবং দ্রুত ক্ষেত্র পুনর্বিন্যাসকে অগ্রাধিকার দিন।
উপসংহার: ফ্র্যাক ম্যানিফোল্ড হল প্রতিটি আধুনিক সমাপ্তি অপারেশনের মেরুদণ্ড
ক ফ্র্যাক বহুগুণ পাইপের একটি প্যাসিভ টুকরা থেকে অনেক বেশি - এটি একটি হাইড্রোলিক ফ্র্যাকচারিং স্প্রেডের হাইড্রোলিক কমান্ড সেন্টার, এবং এর স্পেসিফিকেশন, রক্ষণাবেক্ষণ এবং অপারেশন সরাসরি কাজের দক্ষতা, কর্মীদের নিরাপত্তা এবং সমাপ্তির গুণমান নির্ধারণ করে। সঠিক ম্যানিফোল্ড টাইপ (একক-ওয়েল, জিপার, বা কম্বো), প্রেসার ক্লাস (10K, 15K, বা 20K), এবং আপনার গঠন এবং অপারেটিং অবস্থার জন্য উপাদান স্পেসিফিকেশন নির্বাচন করা হল বড় খরচ এবং নিরাপত্তার ফলাফল সহ একটি প্রযুক্তিগত সিদ্ধান্ত।
দ data makes a compelling case for investing in high-quality ফ্র্যাক বহুগুণ সরঞ্জাম: জিপার ম্যানিফোল্ড এনপিটি 30-40% কমিয়ে দেয়, স্বয়ংক্রিয় ভালভ সিস্টেমগুলি বহুগুণ-সম্পর্কিত ঘটনাগুলিকে 60% কম করে, এবং ভবিষ্যদ্বাণীমূলক রক্ষণাবেক্ষণ প্রোগ্রামগুলি 20-35% দ্বারা সরঞ্জামের পরিষেবা জীবন বাড়িয়ে দেয়। যেহেতু শিল্পটি উচ্চ পাম্পের সংখ্যা, উচ্চ চিকিত্সার চাপ এবং একই সাথে বহু-ওয়েল অপারেশনের দিকে ঠেলে চলেছে, বহুগুণ ভাঙা শুধুমাত্র আরো কেন্দ্রীয় হয়ে উঠবে - এবং আরও প্রযুক্তিগতভাবে চাহিদাপূর্ণ - সমাপ্তি সরঞ্জাম স্ট্যাকের মধ্যে৷৷