ক গেট ভালভ কাজ করে একটি থ্রেডেড স্টেম এবং হ্যান্ডহুইলের মাধ্যমে প্রবাহের পথের মধ্য দিয়ে একটি সমতল বা কীলক-আকৃতির গেট (ডিস্ক) উত্থাপন বা নামিয়ে — যখন গেটটি সম্পূর্ণভাবে উত্থাপিত হয়, তখন বোরটি সম্পূর্ণরূপে অবরুদ্ধ থাকে এবং প্রবাহটি ন্যূনতম চাপ কমে যায়; যখন সম্পূর্ণভাবে নামানো হয়, গেটের আসন দুটি সমান্তরাল বা কীলক-আকৃতির সিটের মুখোমুখি হয়ে একটি দ্বিমুখী, লিক-টাইট শাটঅফ তৈরি করে। তেল উত্তোলনে, গেট ভালভগুলি ওয়েলহেডস, ক্রিসমাস ট্রি, ফ্লোলাইন এবং উৎপাদন বহুগুণ জুড়ে প্রভাবশালী অন/অফ আইসোলেশন ডিভাইস কারণ তারা অশোধিত তেল, প্রাকৃতিক গ্যাস এবং উত্পাদিত জল পরিষেবার জন্য প্রয়োজনীয় চাপের অখণ্ডতার সাথে 2,000 psi (API 6A) থেকে ক্লাস 20, ক্লাস 20, ক্লাস 20 পর্যন্ত রেটিংয়ে ফুল-বোর প্রবাহকে একত্রিত করে। 20K) এবং তাপমাত্রা -60°C থেকে 180°C।
কেন গেট ভালভ তেল উত্পাদন সিস্টেমের মান
গেট ভালভগুলি তেল নিষ্কাশন পাইপিং সিস্টেমের উপর আধিপত্য বিস্তার করে কারণ তাদের ফুল-বোর, স্ট্রেইট-থ্রু ফ্লো পাথ সম্পূর্ণ উন্মুক্ত অবস্থানে কার্যত শূন্য চাপের ড্রপ তৈরি করে - একটি গুরুত্বপূর্ণ সুবিধা যখন ওয়েলহেড চাপের প্রতিটি psi সরাসরি উত্পাদন হার এবং উত্তোলনের দক্ষতায় অনুবাদ করে। বিপরীতে, একই নামমাত্র বোরের গ্লোব ভালভগুলি সাধারণত 5-10 গুণ বেশি চাপ ড্রপ সহগ (Cv) প্রবর্তন করে, যা উচ্চ-আয়তনের উত্পাদন লাইনে প্রাথমিক বিচ্ছিন্নতা ভালভ হিসাবে তাদের অনুপযুক্ত করে তোলে।
বিশ্বব্যাপী তেল এবং গ্যাস ভালভ বাজারের মূল্য প্রায় ছিল 2023 সালে USD 5.4 বিলিয়ন , আপস্ট্রিম উত্পাদন সুবিধা জুড়ে ইনস্টল ইউনিট গণনা দ্বারা একক বৃহত্তম পণ্য বিভাগের প্রতিনিধিত্বকারী গেট ভালভ সহ। একটি সাধারণ অনশোর ওয়েলপ্যাডে ক্রিসমাস ট্রি, ফ্লোলাইন এবং প্রোডাকশন হেডার জুড়ে 40-80টি গেট ভালভ থাকতে পারে। একটি গভীর জলের সাবসিয়ার গাছে বিভিন্ন বোর এবং চাপ রেটিং এর 12-24টি গেট ভালভ থাকতে পারে, প্রতিটি ন্যূনতম হস্তক্ষেপ অ্যাক্সেস সহ 20-25 বছর ধরে নির্ভরযোগ্যভাবে কাজ করার জন্য প্রয়োজন।
বোঝাপড়া কিভাবে একটি গেট ভালভ কাজ করে — এর অভ্যন্তরীণ মেকানিক্স, সিল করার নীতি, উপাদানের প্রয়োজনীয়তা এবং ব্যর্থতার মোড — তাই পেট্রোলিয়াম ইঞ্জিনিয়ার, প্রোডাকশন টেকনিশিয়ান এবং আপস্ট্রিম তেল ও গ্যাস অপারেশনে কাজ করা ভালভ স্পেসিফিকেশন ইঞ্জিনিয়ারদের জন্য মৌলিক জ্ঞান।
কিভাবে একটি গেট ভালভ কাজ করে: অভ্যন্তরীণ প্রক্রিয়া ধাপে ধাপে
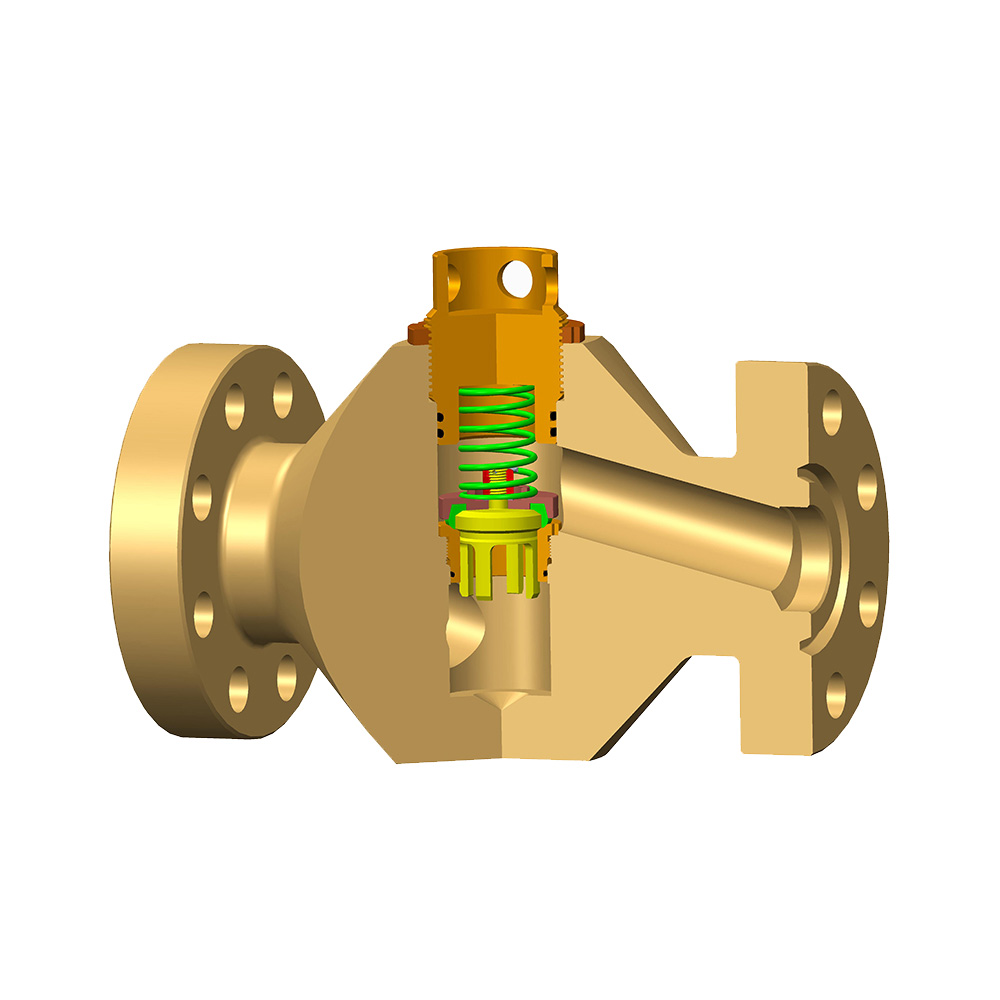
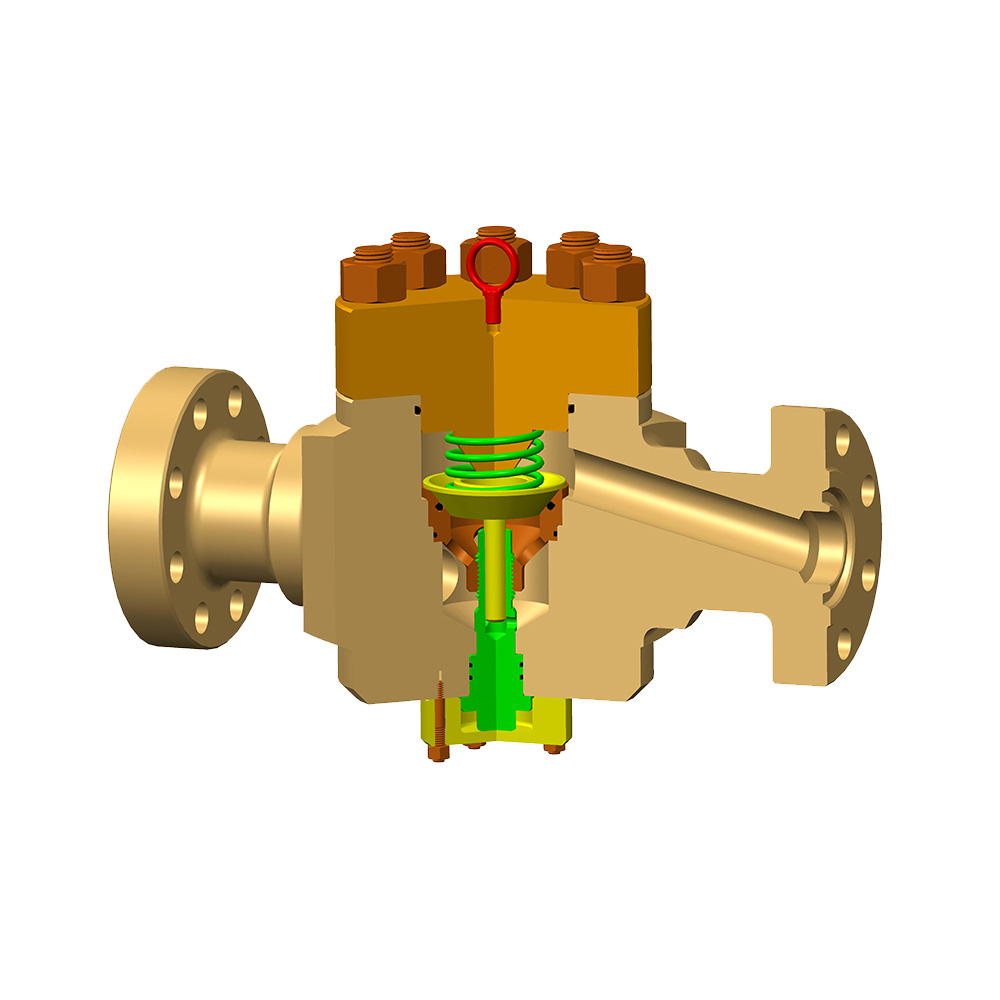
একটি গেট ভালভের অপারেটিং প্রক্রিয়া হ্যান্ডহুইল বা অ্যাকচুয়েটরে ঘূর্ণনশীল গতিকে একটি থ্রেডেড স্টেমের মাধ্যমে গেটের রৈখিক গতিতে রূপান্তরিত করে এবং ভালভ বডির মধ্যে গেটের অবস্থান নির্ধারণ করে যে প্রবাহ সম্পূর্ণরূপে খোলা, সম্পূর্ণরূপে বন্ধ বা অবরুদ্ধ কিনা। এই প্রক্রিয়ার সাথে জড়িত পাঁচটি প্রধান উপাদান হল:
- বডি এবং বনেট: চাপযুক্ত শেল। অয়েল ফিল্ড সার্ভিসে, বডিটি সাধারণত AISI 4130 বা 8630 অ্যালয় স্টিল, ইনকোনেল, বা ডুপ্লেক্স স্টেইনলেস স্টিল হয় উত্পাদিত তরলের H2S এবং CO2 বিষয়বস্তুর উপর নির্ভর করে। API 6A বডি ম্যাটেরিয়াল ক্লাস (AA এর মাধ্যমে FF এবং HH) নির্দিষ্ট করে যা টক পরিষেবার তীব্রতার সাথে মিলে যায়।
- গেট (ডিস্ক): সমতল বা কীলক-আকৃতির উপাদান যা শারীরিকভাবে প্রবাহের পথকে অবরুদ্ধ করে বা খুলে দেয়। স্ল্যাব গেট ভালভগুলিতে - ওয়েলহেডগুলিতে সবচেয়ে সাধারণ প্রকার - গেটটি একটি বৃত্তাকার পোর্ট সহ একটি আয়তক্ষেত্রাকার ধাতব স্ল্যাব যা খোলা অবস্থায় বোরের সাথে সারিবদ্ধ হয় এবং বন্ধ হলে বোরের বাইরে চলে যায়।
- আসন: গেটের প্রতিটি পাশে একটি করে দুটি কণাকার সিলিং সারফেস, যে গেটটি বন্ধ অবস্থায় থাকা অবস্থায় চাপ দেয়। ধাতু-বসা নকশায়, আসনগুলি সাধারণত স্টেলাইট বা টাংস্টেন কার্বাইড দিয়ে শক্ত-মুখী হয় যাতে বালি-বোঝাই উৎপাদন তরল থেকে ক্ষয় প্রতিরোধ করা হয়। নরম-সিটেড ডিজাইনগুলি নিম্ন ডিফারেনশিয়াল চাপে শক্তভাবে বন্ধ করার জন্য PTFE বা ইলাস্টোমার সন্নিবেশ ব্যবহার করে।
- কান্ড: থ্রেডেড রড যা হ্যান্ডহুইল বা অ্যাকচুয়েটরকে গেটের সাথে সংযুক্ত করে। একটি রাইজিং-স্টেম ডিজাইনে, ভালভ খোলার সাথে সাথে স্টেমটি অক্ষীয়ভাবে উপরের দিকে চলে যায়, যা একটি চাক্ষুষ অবস্থান নির্দেশক প্রদান করে। একটি নন-রাইজিং-স্টেম ডিজাইনে, স্টেমটি জায়গায় ঘোরে এবং গেটটি অভ্যন্তরীণ থ্রেডের উপর ভ্রমণ করে — যেখানে উল্লম্ব হেডরুম সীমিত সেখানে পছন্দ করা হয়, যেমন উপরে একটি BOP স্ট্যাক সহ ক্রিসমাস ট্রিতে।
- প্যাকিং এবং স্টেম সিল: চলমান স্টেম এবং বনেটের মধ্যে গতিশীল সীল যা কান্ড বরাবর ওয়েলবোর চাপকে পালাতে বাধা দেয়। টক গ্যাস পরিষেবাতে (NACE MR0175 প্রতি 0.0003 MPa আংশিক চাপের উপরে H2S), প্যাকিং অবশ্যই H2S-এর সাথে সামঞ্জস্যপূর্ণ ইলাস্টোমার হতে হবে — সাধারণত HNBR (হাইড্রোজেনেটেড নাইট্রিল রাবার) বা AFLAS — সম্পূর্ণ ওয়েলহেড চাপের জন্য রেট করা হয়।
তেলক্ষেত্র অপারেশনে খোলা-বন্ধ চক্র
হ্যান্ডহুইল ঘড়ির কাঁটার দিকে ঘুরলে ভালভটি বন্ধ হয়ে যায় (গেট নেমে আসে), এবং ঘড়ির কাঁটার বিপরীত দিকে এটি খুলে যায় (গেট আরোহণ করে) — সর্বজনীন কনভেনশনটি মেমোনিক "রাইট-টাইটি, লেফটি-লুজি" দ্বারা নিশ্চিত করা হয়েছে, যদিও তেলক্ষেত্রের অনুশীলন একটি লাইভ কূপে অপারেশন করার আগে সর্বদা দিক যাচাই করে। একটি ওয়েলহেড গেট ভালভের অপারেশনাল ক্রমটি নিম্নরূপ এগিয়ে যায়:
- খোলার স্ট্রোক: হ্যান্ডহুইলের ঘড়ির কাঁটার বিপরীত দিকে ঘূর্ণনের ফলে কাণ্ডের উত্থান ঘটে (রাইজিং-স্টেম টাইপ)। স্টেমের নীচের সাথে সংযুক্ত গেটটি প্রবাহের পথ থেকে বের হয়ে যায়। স্ল্যাব গেটের পোর্টটি ভালভ বোরের সাথে সারিবদ্ধ করে, নামমাত্র পাইপ বোরের সমান অভ্যন্তরীণ ব্যাস সহ একটি সোজা-থ্রু ফ্লো প্যাসেজ তৈরি করে। সম্পূর্ণ খোলার জন্য স্টেম পিচ এবং ভালভের আকারের উপর নির্ভর করে সাধারণত 10-40টি বাঁক প্রয়োজন।
- সম্পূর্ণ খোলা অবস্থান: গেটটি প্রবাহ পথের উপরে বনেট গহ্বরে সম্পূর্ণরূপে প্রত্যাহার করা হয়। ওয়েলবোর তরল সম্পূর্ণ বোরের মধ্য দিয়ে প্রবাহিত হয় নগণ্য টার্বুলেন্স বা প্রেসার ড্রপ - পিগিং অপারেশন এবং মাল্টিফেজ প্রবাহ পরিমাপের জন্য একটি মূল সুবিধা।
- ক্লোজিং স্ট্রোক: ঘড়ির কাঁটার দিকে ঘূর্ণন গেটটিকে প্রবাহের পথে নামিয়ে দেয়। গেটটি সিটের কাছে আসার সাথে সাথে ডাউনস্ট্রিম চাপ গেটটিকে ডাউনস্ট্রিম সিটের বিপরীতে চালাতে সহায়তা করে (ডাউনস্ট্রিম-সিটিং ডিজাইনে)। চূড়ান্ত বাঁকগুলি স্টেম থ্রেডের মাধ্যমে যান্ত্রিক বসার শক্তি প্রয়োগ করে, শাটঅফ সিল তৈরি করতে উভয় আসনের বিপরীতে দৃঢ়ভাবে গেট টিপে।
- ব্যাকসিট: বেশিরভাগ তেলক্ষেত্র গেট ভালভ একটি ব্যাকসিট অন্তর্ভুক্ত করে — স্টেম এবং বনেটের মধ্যে একটি গৌণ ধাতু-থেকে-ধাতু সীল যা সম্পূর্ণরূপে খোলা অবস্থানে নিযুক্ত থাকে, ওয়েলবোর চাপ থেকে প্যাকিংকে বিচ্ছিন্ন করে। এটি জরুরী পরিস্থিতিতে চাপের মধ্যে প্যাকিং প্রতিস্থাপনের অনুমতি দেয়, যদিও এই অনুশীলন শুধুমাত্র কঠোর নিরাপত্তা প্রোটোকলের অধীনে প্রশিক্ষিত কর্মীদের দ্বারা সঞ্চালিত হয়।
গেট ভালভ কি ধরনের তেল নিষ্কাশন ব্যবহার করা হয়?
তেল উত্তোলনে বেশ কয়েকটি স্বতন্ত্র গেট ভালভ ডিজাইন ব্যবহার করা হয়, প্রতিটি উৎপাদন ব্যবস্থার মধ্যে একটি নির্দিষ্ট কাজের জন্য অপ্টিমাইজ করা হয় — এবং ভুল ধরন নির্বাচন করা হল অকাল ভালভের ব্যর্থতা এবং অপরিকল্পিত ভাল হস্তক্ষেপের একটি প্রধান কারণ।
1. স্ল্যাব গেট ভালভ (সমান্তরাল স্লাইড গেট ভালভ)
স্ল্যাব গেট ভালভ হল ওয়েলহেডস এবং ক্রিসমাস ট্রিগুলির আদর্শ নকশা, একটি থ্রু-বোর সহ একটি সমতল আয়তক্ষেত্রাকার গেট ব্যবহার করে যা খোলার সময় ভালভ বোরের সাথে সারিবদ্ধ হয় এবং বন্ধ হয়ে গেলে শরীরের গহ্বরের পাশে স্থানচ্যুত হয়। বন্ধ অবস্থানে লাইন চাপ দ্বারা গেটটি ডাউনস্ট্রিম সিটের বিপরীতে ধরে রাখা হয় - একটি স্ব-শক্তিযুক্ত সিলিং অ্যাকশন যা ওয়েলবোর চাপ বৃদ্ধির সাথে সাথে শাটঅফ কর্মক্ষমতা উন্নত করে। বেশিরভাগ API 6A ওয়েলহেড ভালভ 2 ইঞ্চি থেকে 7-1/16 ইঞ্চি নামমাত্র বোর এই নকশা ব্যবহার করে। 20,000 psi (138 MPa) পর্যন্ত চাপের রেটিং পাওয়া যায়, সবচেয়ে চাহিদাপূর্ণ HPHT (উচ্চ চাপ উচ্চ তাপমাত্রা) ভাল প্রয়োজনীয়তা পূরণ করে।
2. গেট ভালভ সম্প্রসারণ
সম্প্রসারণকারী গেট ভালভগুলি একটি দ্বি-খণ্ডের গেট সমাবেশ ব্যবহার করে যা র্যাডিয়ালিভাবে প্রসারিত হয় যখন ভালভ সম্পূর্ণরূপে খোলা বা সম্পূর্ণরূপে বন্ধ অবস্থানে পৌঁছায়, গেট বিভাগগুলিকে একই সাথে একটি দ্বিমুখী, ডাবল-ব্লক সিল তৈরি করতে আপস্ট্রিম এবং ডাউনস্ট্রিম উভয় আসনের বিপরীতে বাধ্য করে। এই নকশাটি কার্যত গেটের অংশ এবং আসনগুলির মধ্যে গহ্বরের পরিমাণকে নির্মূল করে, এটিকে ধ্বংসাবশেষ জমানোর জন্য অত্যন্ত প্রতিরোধী করে তোলে - বালি উৎপাদনকারী কূপের ক্ষেত্রে একটি গুরুত্বপূর্ণ সুবিধা যেখানে স্ট্যান্ডার্ড স্ল্যাব গেট গহ্বরগুলি বালি তৈরি করে যা সম্পূর্ণ বন্ধ হতে বাধা দেয়। প্রসারিত গেটগুলি সাধারণত মাস্টার গেট ভালভ এবং ক্রিসমাস ট্রির সোয়াব ভালভগুলিতে নির্দিষ্ট করা হয় যেখানে পরম বন্ধ নির্ভরযোগ্যতা অ-আলোচনাযোগ্য।
3. মাধ্যমে-নালী গেট ভালভ
থ্রু-কন্ডুইট গেট ভালভগুলি খোলা এবং বন্ধ উভয় অবস্থানেই একটি মসৃণ, পূর্ণ-বোর প্রবাহের পথ বজায় রাখে, গেটটি এমনভাবে ডিজাইন করা হয়েছে যাতে শরীরের গহ্বর কখনই পাইপলাইন বোরের সাথে যোগাযোগ না করে — এগুলিকে পাইপলাইন পিগিং অপারেশনের জন্য এবং অ্যাপ্লিকেশনগুলির জন্য যেখানে কোনও ক্যাভিটি ডেড-ভলিউম গ্রহণযোগ্য নয়। অফশোর প্রোডাকশনে, থ্রু-কন্ডুইট গেট ভালভ রপ্তানি পাইপলাইন আইসোলেশন ডিউটিতে নির্দিষ্ট করা হয় যেখানে ইনলাইন ইন্সপেকশন টুলস (বুদ্ধিমান শূকর) অবশ্যই কোনো বাধা ছাড়াই পাস করতে হবে। এগুলি ভারী অশোধিত এবং মোমযুক্ত অপরিশোধিত পাইপলাইনেও পছন্দ করা হয় যেখানে স্ট্যান্ডার্ড ভালভ গহ্বরে আটকে থাকা তরলগুলি শাটডাউনের সময় শক্ত হয়ে যায় এবং পুনরায় খুলতে বাধা দেয়।
4. Subsea গেট ভালভ
সাবসি গেট ভালভগুলি হল বিশেষভাবে ইঞ্জিনিয়ারড স্ল্যাব বা বিস্তৃত গেট ডিজাইন যা সমুদ্রতলের ওয়েলহেড, ম্যানিফোল্ড এবং পাইপলাইন এন্ড টার্মিনেশন (PLETs) 3,000 মিটার পর্যন্ত জলের গভীরতায় ইনস্টল করার জন্য, পরিষেবা হস্তক্ষেপের মধ্যে 25 বছরের অপারেটিং জীবন সহ। পৃষ্ঠের ভালভের মূল পার্থক্যগুলির মধ্যে রয়েছে: চাপ-ক্ষতিপূরণযুক্ত হাইড্রোলিক অ্যাকচুয়েটর (গভীরতায় হাইড্রোস্ট্যাটিক জলের চাপ অফসেট করতে), জারা-প্রতিরোধী বডি ম্যাটেরিয়াল (ডুপ্লেক্স বা সুপার ডুপ্লেক্স স্টেইনলেস স্টীল, বা 625 ইনকোনেল ওভারলে), ROV-অপারেবল ওভাররাইড টর্ক ইন্টারফেস, এবং প্রতি এপিআই 7 টেস্টিং-এর সম্পূর্ণ টেস্টিং টর্ক ইন্টারফেস। চাপ, তাপমাত্রা, এবং বহিরাগত হাইড্রোস্ট্যাটিক মাথা। একটি গভীর জলের ক্রিসমাস ট্রির জন্য একটি 4-1/16 ইঞ্চি 10,000 psi সাবসি গেট ভালভের ওজন সাধারণত 200-400 কেজি এবং উপাদানের গ্রেড এবং অ্যাকচুয়েটর স্পেসিফিকেশনের উপর নির্ভর করে USD 25,000-80,000 খরচ হয়।
কিভাবে বিভিন্ন গেট ভালভ প্রকার তেল নিষ্কাশন পরিষেবার তুলনা
নীচের টেবিলটি চারটি প্রাথমিকের তুলনা করে গেট ভালভ ধরনের তেল উত্পাদন ব্যবহৃত আপস্ট্রিম অপারেশনের জন্য সবচেয়ে প্রাসঙ্গিক বৈশিষ্ট্য জুড়ে।
| গেট ভালভ টাইপ | প্রেসার রেটিং | বালি প্রতিরোধের | পিগেবল | দ্বিমুখী সীল | সাধারণ অবস্থান | আপেক্ষিক খরচ |
| স্ল্যাব গেট | 2K–20K psi | পরিমিত | না | শুধুমাত্র ডাউনস্ট্রিম (মান) | ওয়েলহেড, ক্রিসমাস ট্রি | বেস রেফারেন্স |
| প্রসারিত গেট | 2K–15K psi | উচ্চ | না | হ্যাঁ — উভয় দিক | মাস্টার গেট, সোয়াব ভালভ | 1.5-2x স্ল্যাব গেট |
| থ্রু-কন্ডুইট গেট | 600-2500 psi | উচ্চ | হ্যাঁ | হ্যাঁ | রপ্তানি পাইপলাইন, শূকর ফাঁদ | 2-3x স্ল্যাব গেট |
| সাবসি গেট | 5K–20K psi | উচ্চ | কনফিগারেশন-নির্ভর | হ্যাঁ | সাবসি গাছ, বহুগুণ, PLET | 5-20x স্ল্যাব গেট |
সারণী 1: চাপ রেটিং, বালি প্রতিরোধ, পিগিং ক্ষমতা, সিল করার দিক, প্রয়োগের অবস্থান এবং আপেক্ষিক খরচ জুড়ে তেল নিষ্কাশনে ব্যবহৃত গেট ভালভের প্রকারের তুলনা।
কিভাবে একটি গেট ভালভ তেল উৎপাদনে অন্যান্য ভালভ প্রকারের সাথে তুলনা করে?
গেট ভালভগুলি তেল উৎপাদনে অন/অফ আইসোলেশন ডিউটির জন্য অপ্টিমাইজ করা হয় এবং ফ্লো থ্রটলিং-এর জন্য কখনই ব্যবহার করা উচিত নয় — যখন আংশিকভাবে খোলা হয়, গেটটি প্রবাহের স্রোতে কম্পিত হয়, দ্রুত আসন এবং গেটের মুখগুলিকে ক্ষয় করে, যা অকাল সীল ব্যর্থতার দিকে পরিচালিত করে। বোঝাপড়া where gate valves are superior — and where they are not — prevents costly mis-specification.
| ভালভ প্রকার | প্রবাহ বৈশিষ্ট্য | থ্রোটলিং উপযুক্ততা | প্রেসার ড্রপ (সম্পূর্ণ খোলা) | পিগেবল | সাধারণ তেলক্ষেত্র ব্যবহার |
| গেট ভালভ | শুধুমাত্র চালু/বন্ধ | না | ন্যূনতম | হ্যাঁ (through-conduit type) | ওয়েলহেড বিচ্ছিন্নতা, ব্লক ভালভ |
| বল ভালভ | চালু/বন্ধ, দ্রুত-অভিনয় | সীমিত (শুধুমাত্র V-পোর্ট) | ন্যূনতম | হ্যাঁ (full-bore type) | জরুরী শাটডাউন, শূকর ফাঁদ |
| গ্লোব ভালভ | থ্রটলিং | চমৎকার | উচ্চ | না | ওয়েলহেড চোক (স্ট্যান্ডার্ড গ্লোব নয়) |
| চোক ভালভ | থ্রটলিং / control | এর জন্য ডিজাইন করা হয়েছে | উচ্চ (by design) | না | ওয়েলহেড উৎপাদন হার নিয়ন্ত্রণ |
| ভালভ চেক করুন | একমুখী অটো | না | নিম্ন-মধ্যম | না | ইনজেকশন লাইন, পাম্প আউটলেট |
সারণি 2: তেল উত্পাদনে সাধারণত ব্যবহৃত অন্যান্য ভালভের সাথে গেট ভালভের তুলনা, প্রবাহ ফাংশন, থ্রটলিং উপযুক্ততা, চাপ হ্রাস এবং সাধারণ প্রয়োগের মাধ্যমে।
কোন মান তেল নিষ্কাশন গেট ভালভ নিয়ন্ত্রণ?
কPI 6A (Wellhead and Christmas Tree Equipment) is the primary standard governing gate valves used directly at the wellhead, while API 6D governs pipeline gate valves and ASME B16.34 covers general-purpose industrial gate valves used in oil production facilities. প্রতিটি মান বিভিন্ন চাপ শ্রেণী, উপাদান প্রয়োজনীয়তা, পরীক্ষার প্রোটোকল, এবং মান ব্যবস্থাপনা প্রত্যাশা সংজ্ঞায়িত করে।
কPI 6A — Wellhead Gate Valves
কPI 6A defines the most rigorous performance and material requirements for gate valves in direct wellbore service , ওয়েলহেড অখণ্ডতার নিরাপত্তা-সমালোচনামূলক প্রকৃতি প্রতিফলিত করে। মূল বিধান অন্তর্ভুক্ত:
- চাপ ক্লাস: 2,000 / 3,000 / 5,000 / 10,000 / 15,000 / 20,000 psi (13.8 MPa থেকে 138 MPa)। প্রতিটি শ্রেণীতে চাপ-তাপমাত্রার রেটিং এবং প্রাচীরের বেধ এবং উপাদানের প্রয়োজনীয়তা সংজ্ঞায়িত করা হয়েছে।
- উপাদান ক্লাস: কA (general service), BB (low temperature to -46°C), CC, DD (H2S service per NACE MR0175), EE (H2S low temperature), FF, HH (high H2S, high temperature). A deepwater HPHT well may require Class EE or HH valves throughout the Christmas tree.
- প্রোডাক্ট স্পেসিফিকেশন লেভেল (PSL): PSL 1 থেকে PSL 4, PSL 3G এবং PSL 4-এর সাথে 100% অ-ধ্বংসাত্মক পরীক্ষা, সমস্ত উপকরণের সম্পূর্ণ ট্রেসেবিলিটি, সাক্ষী কারখানার গ্রহণযোগ্যতা পরীক্ষা, এবং PR2 কর্মক্ষমতা পরীক্ষা (পূর্ণ-চক্র চাপ এবং তাপমাত্রা যোগ্যতা সহ) প্রয়োজন।
- তাপমাত্রা ক্লাস: K (-60°C থেকে 82°C), L (-46°C থেকে 82°C), P (-29°C থেকে 82°C), R (-18°C থেকে 121°C), S (-18°C থেকে 149°C), T (-18°C থেকে 177°C), U (-18°C থেকে 18°C), U (-18°C থেকে 18°C),
কPI 6D — Pipeline Gate Valves
কPI 6D specifies requirements for pipeline gate valves in the gathering, transmission, and distribution of oil and gas, with pressure classes aligned to ASME B16.34 (Class 150 through Class 2500). API 6D দ্বারা আচ্ছাদিত পাইপলাইন গেট ভালভগুলিকে অবশ্যই আইএসও 15848-1 অনুসারে পাইপলাইন ইন্টেলিজেন্ট পিগিং, দ্বিমুখী সিলিং, অ্যান্টি-স্ট্যাটিক ডিজাইন (গ্যাস পরিষেবাতে ইলেক্ট্রোস্ট্যাটিক বিল্ডআপ প্রতিরোধ করার জন্য) এবং নিম্ন-নির্গমন পলাতক নির্গমন প্যাকিংয়ের সাথে সামঞ্জস্যপূর্ণ থ্রু-বোর মাত্রার প্রয়োজনীয়তা পূরণ করতে হবে।
গেট ভালভ কিভাবে তেল উৎপাদন ব্যবস্থায় সক্রিয় হয়?
তেল উত্তোলনের গেট ভালভগুলি হ্যান্ডহুইল, হাইড্রোলিক অ্যাকুয়েটর, বায়ুসংক্রান্ত অ্যাকুয়েটর বা বৈদ্যুতিক অ্যাকুয়েটর দ্বারা চালিত হয় প্রয়োজনীয় বন্ধের গতি, উপলব্ধ শক্তির উত্স এবং ভালভটি জরুরি শাটডাউন (ESD) সিস্টেমের অংশ কিনা তার উপর নির্ভর করে।
- ম্যানুয়াল হ্যান্ডহুইল: কম চাপের ফ্লোলাইন এবং ইউটিলিটিগুলিতে কদাচিৎ পরিচালিত আইসোলেশন ভালভের জন্য ব্যবহৃত হয়। একটি 4-ইঞ্চি, 5,000 psi গেট ভালভের জন্য সাধারণ অপারেটিং টর্ক সম্পূর্ণ ডিফারেনশিয়াল চাপের বিপরীতে 200-600 Nm - একটি স্ট্যান্ডার্ড হ্যান্ডহুইল সহ ম্যানুয়াল ক্ষমতার মধ্যে কিন্তু বড়, উচ্চ-চাপ ভালভের জন্য প্রান্তিক।
- হাইড্রোলিক অ্যাকুয়েটর (ব্যর্থ-নিরাপদ বসন্ত রিটার্ন): ওয়েলহেড এবং ক্রিসমাস ট্রি গেট ভালভের জন্য স্ট্যান্ডার্ড অ্যাকচুয়েশন পদ্ধতি। ওয়েলহেড কন্ট্রোল প্যানেল (WHCP) থেকে হাইড্রোলিক সরবরাহ বসন্ত চাপের বিরুদ্ধে ভালভ খোলে; হাইড্রোলিক চাপের ক্ষতির ফলে স্প্রিং স্বয়ংক্রিয়ভাবে ভালভ বন্ধ করে দেয় — ফেইল-সেফ-ক্লোজড (FSC) কনফিগারেশন কূপ উৎপাদনে ESD ফাংশনের জন্য প্রয়োজনীয়। সাধারণ খোলার জলবাহী চাপ: 140–210 বার (2,000–3,000 psi)।
- বায়ুসংক্রান্ত অ্যাকুয়েটর: টপসাইড প্রোডাকশন প্ল্যাটফর্ম গেট ভালভ ব্যবহার করা হয় যেখানে যন্ত্র বায়ু সরবরাহ পাওয়া যায়। ওয়েলহেড গেট ভালভগুলিতে কম সাধারণ যেখানে হাইড্রোলিক তরল ইতিমধ্যে BOP এবং নিয়ন্ত্রণ ফাংশনের জন্য উপস্থিত রয়েছে। একই FSC কনফিগারেশনে ব্যর্থ-নিরাপদ বসন্ত রিটার্ন উপলব্ধ।
- বৈদ্যুতিক মোটর অ্যাকুয়েটর (EMA): দূরবর্তী কূপসাইট, উপকূলীয় ESD ভালভ এবং জলের ঊর্ধ্বে থাকা সাবসিয়ার উৎপাদন ব্যবস্থায় ক্রমবর্ধমানভাবে ব্যবহৃত হচ্ছে যেখানে বৈদ্যুতিক শক্তি পাওয়া যায় কিন্তু জলবাহী অবকাঠামো নেই। ইলেকট্রিক অ্যাকুয়েটরদের পাওয়ার ব্যর্থতার পরিস্থিতিতে ESD ক্ষমতার জন্য ব্যাটারি ব্যাকআপ বা UPS প্রয়োজন।
- সাবসি হাইড্রোলিক অ্যাকুয়েটর: গভীর জলের সাবসি গেট ভালভগুলি পৃষ্ঠের সুবিধা থেকে সাবসি নাভির সাথে সংযুক্ত চাপ-ক্ষতিপূরণযুক্ত হাইড্রোলিক অ্যাকুয়েটর ব্যবহার করে। অ্যাকচুয়েশন হাইড্রোলিক চাপকে স্প্রিং ফোর্স এবং বাহ্যিক হাইড্রোস্ট্যাটিক জলের চাপ উভয়কেই অতিক্রম করতে হবে — 3,000 মিটার জলের গভীরতায়, এটি অ্যাকুয়েটরের রিটার্ন সাইডে প্রায় 300 বার (4,350 psi) ব্যাক-চাপ যোগ করে।
প্রায়শই জিজ্ঞাসিত প্রশ্ন: কিভাবে একটি গেট ভালভ তেল নিষ্কাশন কাজ করে
প্রশ্ন: একটি ওয়েলহেডে থ্রটলিং প্রবাহের জন্য গেট ভালভ কেন ব্যবহার করা যাবে না?
একটি গেট ভালভকে থ্রোটলিং - প্রবাহ সীমাবদ্ধ করার জন্য এটিকে আংশিকভাবে খোলা রাখা - তেল ক্ষেত্রের অনুশীলনে নিষিদ্ধ কারণ আংশিকভাবে খোলা গেটের মধ্য দিয়ে উত্পাদিত তরলের উচ্চ-বেগ জেটটি অপারেশনের কয়েক ঘন্টা থেকে কয়েক দিনের মধ্যে গেটের মুখ এবং আসন পৃষ্ঠের মারাত্মক ক্ষয় ঘটায়। বালি-বোঝাই অপরিশোধিত তেল বা গ্যাস 5-30 মিটার/সেকেন্ড বেগে উন্মুক্ত গেট ধাতুর বিরুদ্ধে একটি ঘষিয়া তুলিয়া ফেলিতে সক্ষম কাটিং মাধ্যম হিসাবে কাজ করে। একটি গেট ভালভ যা থ্রোটল করা হয়েছে তা সাধারণত সিটের ক্ষতি দেখায় যা একটি একক অপারেটিং সময়ের মধ্যে সম্পূর্ণ বন্ধ হওয়া প্রতিরোধ করে। ডেডিকেটেড চোক ভালভগুলি — প্রতিস্থাপনযোগ্য টংস্টেন কার্বাইড বা সিরামিক ট্রিম দিয়ে ডিজাইন করা — ওয়েলহেডের সমস্ত প্রবাহ হার নিয়ন্ত্রণ ফাংশনের জন্য ব্যবহার করা হয়, যখন গেট ভালভগুলি শুধুমাত্র সম্পূর্ণ খোলা বা সম্পূর্ণরূপে বন্ধ অবস্থায় পরিচালিত হয়।
প্রশ্ন: একটি ওয়েলহেড গেট ভালভ সম্পূর্ণরূপে বন্ধ করতে ব্যর্থ হওয়ার কারণ কী?
ওয়েলহেড গেট ভালভ সম্পূর্ণরূপে বন্ধ না হওয়ার তিনটি সাধারণ কারণ হল গেট গহ্বরে বালি জমে যাওয়া, গেট বা আসনগুলির ক্ষয় ক্ষতি এবং সরবরাহের চাপ বা বসন্তের ক্লান্তির কারণে হাইড্রোলিক অ্যাকচুয়েটর ব্যর্থতা। বালি জমে থাকা বিশেষত ছলনাময় — গঠনের বালি যা উৎপাদনের সময় শরীরের গহ্বরে প্রবেশ করে তা কয়েক সপ্তাহ থেকে কয়েক মাস ধরে কম্প্যাক্ট করতে পারে, যা যান্ত্রিকভাবে গেটটিকে পুরোপুরি বন্ধ অবস্থানে নামতে বাধা দেয়। এই কারণেই গেট ভালভের নকশা সম্প্রসারণ করা (যা ক্যাভিটি ভলিউম কমিয়ে দেয়) এবং নিয়মিত ভালভ ব্যায়াম প্রোগ্রাম (কপাটকে তার সম্পূর্ণ স্ট্রোকের মাধ্যমে ত্রৈমাসিক বা রক্ষণাবেক্ষণ ব্যবস্থাপনা পদ্ধতিতে উল্লেখ করা) হল বালি উৎপাদনকারী কূপের আদর্শ অনুশীলন। পূর্বের থ্রটলিং ক্ষতি থেকে আসন ক্ষয় হল অন্য প্রাথমিক কারণ — পরিদর্শন করার সময় একটি দৃশ্যত খোলা আসন খাঁজ একটি নির্দিষ্ট সূচক যে ভালভের সংস্কার বা প্রতিস্থাপন প্রয়োজন।
প্রশ্ন: তেল ক্ষেত্রের পরিষেবায় ক্রমবর্ধমান স্টেম এবং অ-রাইজিং স্টেম গেট ভালভের মধ্যে পার্থক্য কী?
ক rising stem gate valve provides a direct visual position indicator — the stem extends upward from the bonnet as the valve opens, and personnel can confirm open/closed status at a glance — while a non-rising stem valve uses a stem that rotates in place with the gate travelling internally on threads, providing no external visual position indication. অয়েল ফিল্ড সার্ভিসে, সারফেস ওয়েলহেড ইকুইপমেন্টে ক্রমবর্ধমান স্টেম ডিজাইন পছন্দ করা হয় যেখানে কূপ পরিচালনার সময় ভালভের অবস্থান নিশ্চিতকরণ একটি নিরাপত্তার প্রয়োজন। সীমিত ওভারহেড ক্লিয়ারেন্স সহ ক্রিসমাস ট্রিগুলিতে অ-উত্থিত স্টেম ডিজাইনগুলি ব্যবহার করা হয় (বিশেষত যেখানে একটি তারের লাইন BOP বা কুণ্ডলীযুক্ত টিউবিং BOP অবশ্যই গাছের উপরে স্ট্যাক করা উচিত) এবং সাবসি ভালভগুলিতে যেখানে স্টেম এক্সটেনশন গাছের সমাবেশে অগ্রহণযোগ্য উচ্চতা যুক্ত করবে। ESD পরিষেবার সমস্ত অ্যাকুয়েটেড গেট ভালভের স্টেম টাইপ নির্বিশেষে পজিশন ফিডব্যাক সিগন্যাল (ওপেন/ক্লোজড লিমিট সুইচ) থাকতে হবে, ওয়েলহেড কন্ট্রোল প্যানেল এবং ফ্যাসিলিটি সেফটি সিস্টেমে ফিড ব্যাক করতে হবে।
প্রশ্ন: ক্রিসমাস ট্রিতে গেট ভালভ কতবার ব্যবহার করা উচিত?
শিল্পের সর্বোত্তম অনুশীলন এবং বেশিরভাগ নিয়ন্ত্রক কাঠামোর জন্য ক্রিসমাস ট্রি গেট ভালভগুলি সম্পূর্ণরূপে প্রয়োগ করা প্রয়োজন (তাদের সম্পূর্ণ খোলা-বন্ধ-ওপেন স্ট্রোকের মাধ্যমে পরিচালিত) পৃষ্ঠের গাছগুলির জন্য প্রতি ত্রৈমাসিকে ন্যূনতম একবারের ফ্রিকোয়েন্সিতে, ফলাফলগুলি রক্ষণাবেক্ষণ ব্যবস্থাপনা সিস্টেমে নথিভুক্ত করা হয়েছে। বর্ধিত সময়ের জন্য একটি নির্দিষ্ট অবস্থানে রেখে যাওয়া গেট ভালভগুলি - বিশেষ করে টক বা উচ্চ-বালি পরিষেবাতে - গেট-টু-সিট আনুগত্যের ঝুঁকিতে থাকে (বিশেষ করে H2S পরিষেবাতে যেখানে সালফাইড যৌগগুলি ধাতব পৃষ্ঠের মধ্যে একটি বন্ধন এজেন্ট হিসাবে কাজ করতে পারে) বা বালি প্যাকিং যা চলাচলে বাধা দেয়। উচ্চ-বালির কূপের কিছু অপারেটর মাসিক মাস্টার গেট ভালভ ব্যবহার করে। API 6A এবং বেশিরভাগ অপারেটিং কোম্পানির ওয়েল ইন্টিগ্রিটি স্ট্যান্ডার্ডের জন্য প্রয়োজন যে একটি সফল পূর্ণ-স্ট্রোক পরীক্ষা অর্জনে ব্যর্থতা ESD ফাংশনের জন্য ভালভের উপর নির্ভর করার আগে একটি তাত্ক্ষণিক পরিদর্শন এবং মেরামতের কাজের অর্ডার ট্রিগার করে।
প্রশ্ন: টক (H2S) তেল উত্পাদন পরিষেবাতে গেট ভালভের জন্য কী উপকরণ ব্যবহার করা হয়?
H2S পরিষেবার গেট ভালভগুলি অবশ্যই NACE MR0175 / ISO 15156 মেনে চলতে হবে, যার জন্য সালফাইড স্ট্রেস ক্র্যাকিং (SSC) প্রতিরোধ করার জন্য সমস্ত ভেজা ধাতব উপাদানগুলির কঠোরতা মান HRC 22 (প্রায় 250 HBW-এর সমতুল্য) এর নীচে থাকা প্রয়োজন - একটি ফর্ম যা হাইড্রোজেন স্ট্রোজেনকে আটকাতে পারে। ইস্পাত গ্রহণযোগ্য বডি এবং বনেট সামগ্রীর মধ্যে রয়েছে AISI 4130 নরমালাইজড এবং টেম্পারড স্টিল (নিয়ন্ত্রিত কঠোরতায়), নিম্নচাপের পরিষেবার জন্য 316L স্টেইনলেস স্টিল এবং সম্মিলিত টক এবং ক্লোরাইড পরিষেবার জন্য ডুপ্লেক্স বা সুপার ডুপ্লেক্স স্টেইনলেস স্টিল। সিট এবং গেট হার্ড-ফেসিং অ্যালয়গুলিকে অবশ্যই SSC প্রতিরোধের জন্য নির্বাচন করতে হবে — নিকেল বাইন্ডারের সাথে টাংস্টেন কার্বাইড (কোবল্ট বাইন্ডারের পরিবর্তে) টক পরিষেবা সিট ওভারলেগুলির জন্য নির্দিষ্ট করা হয়েছে৷ স্প্রিংস, বোল্টিং এবং স্টেম উপাদানগুলির জন্য পৃথক NACE সম্মতি যাচাইকরণ প্রয়োজন।
প্রশ্ন: একটি লাইভ ওয়েলহেডে একটি গেট ভালভ মেরামত করা যেতে পারে?
লাইভ ওয়েলহেড গেট ভালভ-এ সীমিত ইন-সিটু রক্ষণাবেক্ষণ সম্ভব — বিশেষত ব্যাকসিট ফাংশন ব্যবহার করে প্যাকিং প্রতিস্থাপন — কিন্তু গেট বা সিট মেরামতের জন্য ভালভকে ওয়েলবোর চাপ থেকে আলাদা করতে হবে, যার অর্থ হল কূপটি মেরে ফেলা বা আপস্ট্রিমে একটি অস্থায়ী বিচ্ছিন্নতা সরঞ্জাম ইনস্টল করা। API 6A গেট ভালভের ব্যাকসিট বিধানটি সম্পূর্ণ ওয়েলবোর চাপে প্যাকিং গ্রন্থিটিকে অ্যাক্সেস করার অনুমতি দেয় যখন ভালভটি ব্যাকসিটে নিযুক্ত থাকা অবস্থায় সম্পূর্ণ খোলা অবস্থায় থাকে, তবে এটি একটি উচ্চ-ঝুঁকিপূর্ণ অপারেশন যার জন্য একটি ডেডিকেটেড কাজের নিরাপত্তা বিশ্লেষণ এবং কাজের অনুমতি প্রয়োজন। গেট, আসন বা শরীরের যেকোন মেরামতের জন্য সম্পূর্ণ চাপ বিচ্ছিন্নতা প্রয়োজন। এই কারণে, উপকূলীয় কূপগুলিতে সাধারণত কমপক্ষে একটি মাস্টার গেট ভালভ এবং প্রতিটি প্রবাহ পথে একটি উইং ভালভ থাকে, যা অপ্রয়োজনীয় বিচ্ছিন্নতা ক্ষমতা প্রদান করে যাতে একটি ভালভ বজায় রাখা যায় এবং অন্যটি ওয়েলবোর কন্টেনমেন্ট সরবরাহ করে।
সারাংশ: তেল নিষ্কাশনে একটি গেট ভালভ কীভাবে কাজ করে তা বোঝা
বোঝাপড়া কিভাবে একটি গেট ভালভ কাজ করে তেল উত্তোলনের ক্ষেত্রে মৌলিক খোলা/ক্লোজ মেকানিজমের বাইরে চলে যায় — এতে সিলিং ফিজিক্স, টক এবং ক্ষয়কারী পরিষেবার উপাদান বিজ্ঞান, ব্যর্থ-নিরাপদ অপারেশনের জন্য অ্যাকচুয়েটর ইঞ্জিনিয়ারিং, API স্ট্যান্ডার্ড কমপ্লায়েন্স এবং এই গুরুত্বপূর্ণ আইসোলেশন ডিভাইসগুলিকে কূপের জীবন ধরে কার্যকর রাখার জন্য প্রয়োজনীয় রক্ষণাবেক্ষণ শৃঙ্খলা অন্তর্ভুক্ত করে।
- স্ল্যাব গেট ভালভ ওয়েলহেড এবং ক্রিসমাস ট্রি আইসোলেশনের জন্য স্ট্যান্ডার্ড ওয়ার্কহরস, 2,000 থেকে 20,000 psi পর্যন্ত চাপ রেটিংয়ে ন্যূনতম চাপ ড্রপের সাথে ফুল-বোর প্রবাহ সরবরাহ করে।
- প্রসারিত গেট ভালভ বালি উৎপাদনকারী কূপগুলিতে মাস্টার গেট এবং সোয়াব ভালভ ডিউটির জন্য উচ্চতর বালি প্রতিরোধ এবং দ্বিমুখী সিলিং প্রদান করুন।
- মাধ্যমে-নালী গেট ভালভ পাইপলাইন পিগিং সক্ষম করুন এবং রপ্তানি এবং সংগ্রহ লাইনে গহ্বর-মুক্ত সিলিং প্রদান করুন।
- সাবসি গেট ভালভ 25 বছরের হস্তক্ষেপ-মুক্ত পরিষেবা জীবনের প্রয়োজনীয়তার সাথে গভীর জলের পরিবেশে এই ক্ষমতাগুলি প্রসারিত করুন।
- কll wellhead gate valves must be শুধুমাত্র সম্পূর্ণরূপে খোলা বা সম্পূর্ণরূপে বন্ধ পরিচালিত, কখনও থ্রোটল করা হয় না, নিয়মিত ব্যায়াম করা হয় এবং কূপের চাপ, তাপমাত্রা এবং তরল গঠনের জন্য সঠিক API 6A উপাদান শ্রেণী এবং PSL-এ নির্দিষ্ট করা হয়।
যেকোন পেট্রোলিয়াম ইঞ্জিনিয়ার বা প্রোডাকশন টেকনিশিয়ানের জন্য, এর পুঙ্খানুপুঙ্খ বোঝাপড়া কিভাবে একটি গেট ভালভ কাজ করে — এবং আরও গুরুত্বপূর্ণভাবে, এটি কীভাবে ব্যর্থ হয় — তেল বা গ্যাস কূপের উত্পাদনশীল জীবন জুড়ে ভাল অখণ্ডতা এবং উত্পাদন দক্ষতা বজায় রাখার জন্য প্রযুক্তিগত জ্ঞানের সবচেয়ে মূল্যবান আইটেমগুলির মধ্যে একটি৷