A ভাল মাথা একটি তেল, গ্যাস বা জলের কূপের সারফেস টার্মিনেশন অ্যাসেম্বলি যা সমস্ত কেসিং স্ট্রিংগুলির জন্য কাঠামোগত অ্যাঙ্কর প্রদান করে, কেসিংগুলির মধ্যে বৃত্তাকার স্থানগুলিকে সিল করে এবং এর উপরে ক্রিসমাস ট্রি এবং উত্পাদন সরঞ্জামগুলিকে সমর্থন করে। এটি হল ওয়েলবোর এবং পৃষ্ঠের সুবিধার মধ্যে প্রাথমিক চাপ-ধারণকারী ইন্টারফেস - অবকাঠামোর একটি গুরুত্বপূর্ণ অংশ যা নিরাপদে কয়েকশ পিএসআই থেকে 15,000 পিএসআই পর্যন্ত চাপ ধারণ করতে হবে যখন পৃথিবীর সবচেয়ে চাহিদাপূর্ণ পরিবেশে কয়েক দশক ধরে কার্যকর থাকবে। একটি সঠিকভাবে ইঞ্জিনিয়ার ছাড়া ভাল মাথা assembly , কোন কূপ নিরাপদে ড্রিল করা, সম্পন্ন করা বা উত্পাদিত করা যাবে না।
একটি ওয়েলহেড কি করে? মূল ফাংশন ব্যাখ্যা করা হয়েছে
A ভাল মাথা চারটি মৌলিক ফাংশন সঞ্চালন করে যা নিরাপদ এবং দক্ষ ভাল অপারেশনের জন্য অপরিহার্য। সমাবেশের প্রতিটি উপাদান এই এক বা একাধিক ভূমিকা পালন করতে বিদ্যমান।
- কাঠামোগত সমর্থন: ওয়েলহেড শারীরিকভাবে ওয়েলবোরে স্থগিত সমস্ত কেসিং স্ট্রিংগুলির ওজনকে সমর্থন করে। একটি গভীর কূপে 4-6টি নেস্টেড কেসিং স্ট্রিং থাকতে পারে যার মিলিত ওজন 500,000 পাউন্ড (225,000 কেজি) এর বেশি। দ ভাল মাথা housing এই লোডটিকে পৃষ্ঠে এবং মাটিতে সিমেন্ট করা কন্ডাকটর আবরণে প্রেরণ করে।
- চাপ নিয়ন্ত্রণ: ওয়েলহেড সমকেন্দ্রিক আবরণ স্ট্রিংগুলির মধ্যে সমস্ত কুণ্ডলী স্পেস সিল করে দেয় যাতে ওয়েলবোর তরলগুলি - তেল, গ্যাস, গঠনের জল, বা ড্রিলিং কাদা - পৃষ্ঠে বা সংলগ্ন গঠনগুলিতে স্থানান্তরিত হওয়া থেকে। API 6A ওয়েলহেডের প্রেসার রেটিং 2,000 psi (Class 138) থেকে 20,000 psi (Class 1379) পর্যন্ত।
- ভাল নিয়ন্ত্রণ ইন্টারফেস: দ ভাল মাথা ড্রিলিংয়ের সময় ব্লোআউট প্রতিরোধক (BOP) স্ট্যাকের জন্য এবং উৎপাদনের সময় ক্রিসমাস ট্রির জন্য মাউন্টিং প্ল্যাটফর্ম প্রদান করে। এই সমাবেশগুলি অপারেটরদের জরুরী অবস্থায় অবিলম্বে কূপে বন্ধ করার অনুমতি দেয়।
- অ্যানুলাস অ্যাক্সেস: ওয়েলহেড বডিতে সাইড আউটলেট ভালভগুলি অপারেটরদের কূপের সারা জীবন ধরে কণাকার চাপ নিরীক্ষণ করতে, ইনহিবিটর ইনজেকশন করতে, বা প্রতিটি কেসিং অ্যানুলাসে ডায়াগনস্টিক পরীক্ষা করতে দেয়।
একটি ওয়েলহেড সমাবেশের প্রধান উপাদানগুলি কী কী?
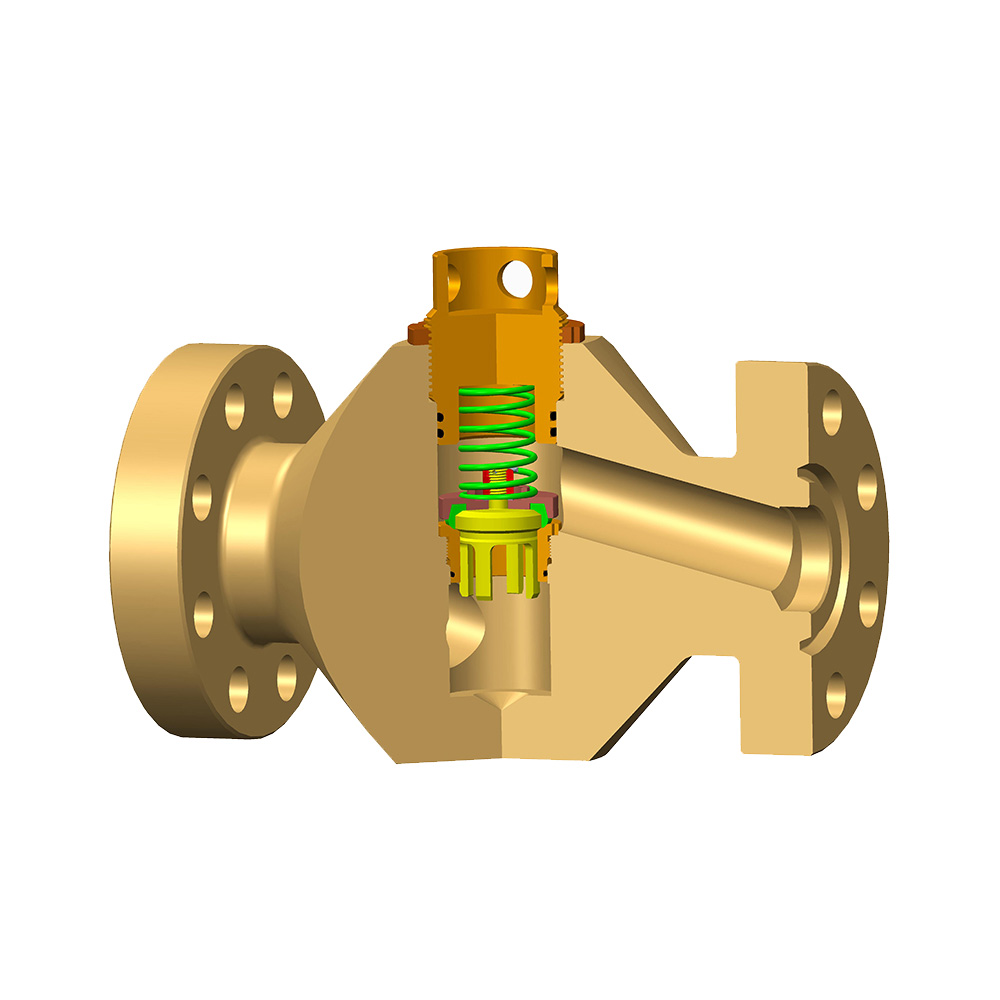
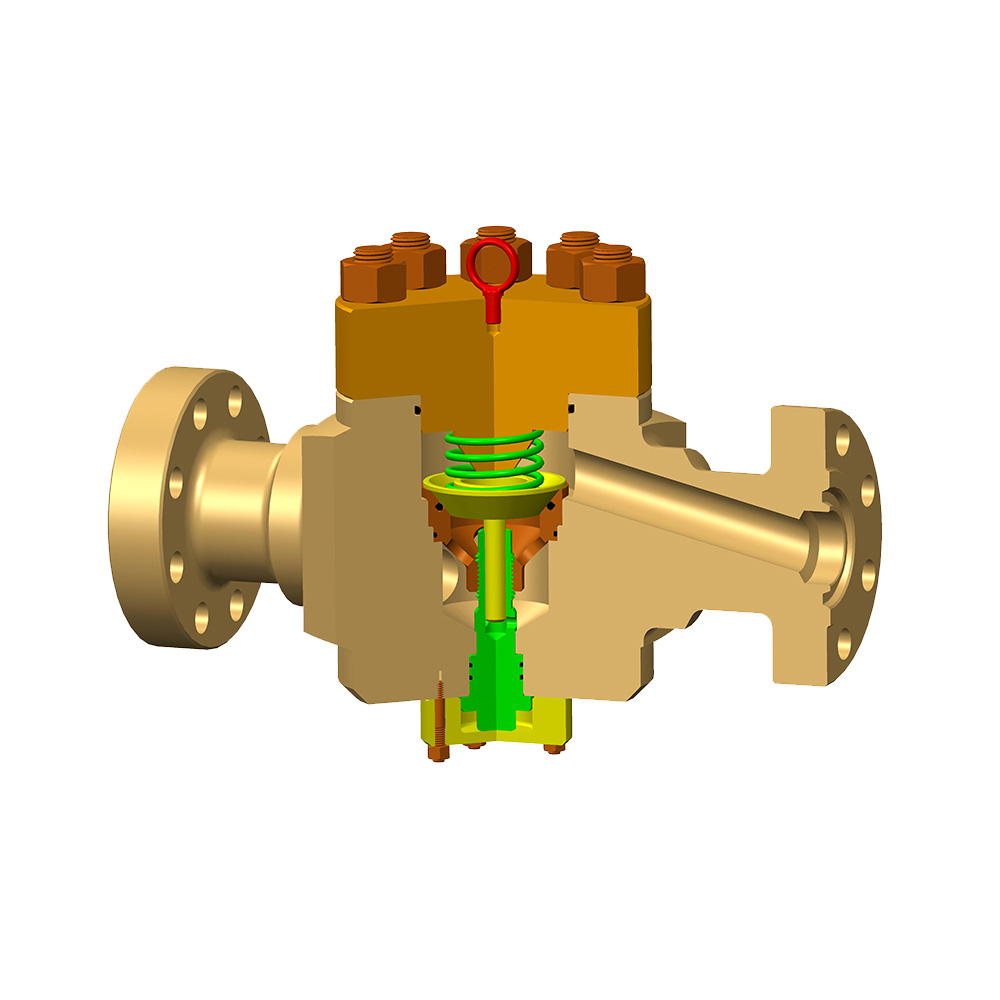
A ভাল মাথা assembly এটি একক সরঞ্জাম নয় - এটি আন্তঃসংযুক্ত উপাদানগুলির একটি সুনির্দিষ্টভাবে ইঞ্জিনিয়ারড স্ট্যাক, প্রতিটি একটি সংজ্ঞায়িত ফাংশন সহ। প্রতিটি অংশ কী করে তা বোঝা ভাল নকশা, সংগ্রহ বা ক্রিয়াকলাপের সাথে জড়িত যে কারও জন্য অপরিহার্য।
1. কন্ডাক্টর হাউজিং (কেসিং হেড)
দ আবরণ মাথা ওয়েলহেডের সর্বনিম্ন এবং প্রথম-স্থাপিত উপাদান, কন্ডাক্টর বা পৃষ্ঠের আবরণের উপরে ঢালাই বা থ্রেডেড। এটি পরবর্তী সমস্ত ওয়েলহেড সরঞ্জামের ভিত্তি প্রদান করে এবং সাধারণত কূপের সম্পূর্ণ কাঠামোগত ভার বহন করে। এটিতে একটি বাটি রয়েছে যা প্রথম কেসিং হ্যাঙ্গার গ্রহণ করে এবং অ্যানুলাস অ্যাক্সেসের জন্য পাশের আউটলেট রয়েছে। কন্ডাক্টর কেসিংগুলি সাধারণত 18-30 ইঞ্চি ব্যাস হয় এবং কেসিং হেড সেই অনুযায়ী মাপ করা হয়।
2. কেসিং স্পুল
A আবরণ স্পুল পৃষ্ঠের আবরণের পরে চালানো প্রতিটি মধ্যবর্তী কেসিং স্ট্রিংয়ের জন্য ওয়েলহেড স্ট্যাকের সাথে যুক্ত করা হয়। প্রতিটি স্পুল এর একটি নিম্ন ফ্ল্যাঞ্জ থাকে যা পূর্ববর্তী কেসিং হেড বা স্পুল এর সাথে সংযোগ করে, পরবর্তী ছোট কেসিং স্ট্রিং এর জন্য একটি বোর সাইজ, কেসিং হ্যাঙ্গার এর জন্য একটি বাটি এবং অ্যানুলাস নিরীক্ষণের জন্য সাইড আউটলেট থাকে। চারটি কেসিং স্ট্রিং সহ একটি কূপে, ওয়েলহেড সাধারণত একটি কেসিং হেড এবং এর উপরে দুটি বা তিনটি কেসিং স্পুল থাকে।
3. আবরণ হ্যাঙ্গার
A আবরণ হ্যাঙ্গার প্রতিটি কেসিং স্ট্রিংয়ের ভিতরে একটি ম্যান্ড্রেল চালানো হয় যা সংশ্লিষ্ট স্পুল বা মাথার বাটিতে বসে থাকে, যা সেই কেসিং স্ট্রিংয়ের সম্পূর্ণ ওজনকে সমর্থন করে। এটি একটি প্যাকঅফ বা সীল সমাবেশকে অন্তর্ভুক্ত করে যা সেই আবরণ এবং পরবর্তী বড় স্ট্রিংয়ের মধ্যে অ্যানুলাসকে বিচ্ছিন্ন করে। কেসিং হ্যাঙ্গারগুলি স্লিপ-টাইপ (ঘর্ষণের মাধ্যমে ওজন বহনের জন্য) এবং ম্যান্ড্রেল-টাইপ (উচ্চ-লোড, উচ্চ-চাপ প্রয়োগের জন্য) কনফিগারেশনে উপলব্ধ।
4. টিউবিং হেড এবং টিউবিং হ্যাঙ্গার
দ টিউবিং মাথা ওয়েলহেড স্ট্যাকের শীর্ষস্থানীয় স্পুল, উৎপাদন আবরণ সিমেন্ট করার পরে ইনস্টল করা হয়। এটা সমর্থন করে টিউব হ্যাঙ্গার , যা ফলস্বরূপ ছিদ্রযুক্ত ব্যবধান থেকে পৃষ্ঠে জলাধারের তরল বহন করে এমন উত্পাদন টিউবিং স্ট্রিংকে স্থগিত করে। ডাউনহোল কন্ট্রোল লাইনের (রাসায়নিক ইনজেকশন, ইএসপিগুলির জন্য বৈদ্যুতিক শক্তি, ফাইবার অপটিক কেবল) একটি সিল করা, পুনরুদ্ধারযোগ্য সমাবেশে চাপের বাধা অতিক্রম করার জন্য টিউবিং হ্যাঙ্গারও অনুপ্রবেশ সরবরাহ করে।
5. ওয়েলহেড সীল এবং Packoffs
ইলাস্টোমেরিক বা ধাতু থেকে ধাতু ভাল মাথা seals প্রতিটি বৃত্তাকার স্থানের মধ্যে প্রাথমিক চাপ বাধা। আধুনিক উচ্চ-চাপ কূপগুলি ইলাস্টোমেরিক প্রকারের তুলনায় ধাতব থেকে ধাতব সীলগুলিকে ক্রমবর্ধমানভাবে ব্যবহার করে কারণ তারা 350 °F (177 °C) এর বেশি তাপমাত্রায় এবং H2S এবং CO2-এর উপস্থিতিতে কার্যকর থাকে - এমন পরিবেশ যা কয়েক মাসের মধ্যে রাবার সিলগুলিকে হ্রাস করে। API 6A এর জন্য প্রয়োজন যে ওয়েলহেড সিলগুলি 1,000 চাপ চক্র এবং টক পরিষেবা এক্সপোজার সহ যোগ্যতা পরীক্ষাগুলি সফলভাবে পাস করে৷
6. অ্যানুলাস ভালভ এবং সাইড আউটলেট
প্রতিটি আবরণ স্পুল এবং টিউবিং হেডের কমপক্ষে দুটি পাশের আউটলেট ভালভ থাকে, সাধারণত 2-ইঞ্চি বা 3-ইঞ্চি গেট ভালভগুলি সেই স্পুলের কাজের চাপের জন্য রেট করা হয়। এগুলি অপারেটরদের আটকে থাকা কঙ্কালীয় চাপ থেকে রক্তপাত করতে, জারা প্রতিরোধক বা স্কেল ইনহিবিটরগুলিকে ইনজেকশন করতে, বা কূপটিকে হত্যা না করে রাসায়নিক বিশ্লেষণের জন্য তরল নমুনা নিতে দেয়। অনেক বিচারব্যবস্থায় নিয়ন্ত্রক প্রয়োজনীয়তা বাধ্যতামূলক যে বাঙ্কাকার চাপগুলি নিরীক্ষণ করা এবং ক্রমাগত রেকর্ড করা।
ওয়েলহেড কম্পোনেন্ট সারাংশ: ফাংশন এবং স্পেসিফিকেশন ওভারভিউ
| কম্পোনেন্ট | প্রাথমিক ফাংশন | সাধারণ আকার পরিসীমা | প্রেসার রেটিং | মূল উপাদান |
|---|---|---|---|---|
| কেসিং হেড | ফাউন্ডেশন, কন্ডাক্টর লোড ভারবহন | ওডিতে 18-30 | 2,000-5,000 psi | কার্বন ইস্পাত / খাদ ইস্পাত |
| কেসিং স্পুল | ইন্টারমিডিয়েট কেসিং হ্যাঙ্গার এবং অ্যানুলাস সিল | ওডিতে 7-20 | 3,000-10,000 psi | খাদ ইস্পাত / স্টেইনলেস |
| কেসিং হ্যাঙ্গার | কেসিং ওজন স্থগিত, সীল annulus | কেসিং OD এর সাথে মেলে | 15,000 psi পর্যন্ত | খাদ ইস্পাত, ইনকোনেল ওভারলে |
| টিউবিং হেড | টিউব হ্যাঙ্গার এবং ক্রিসমাস ট্রি সমর্থন করুন | 4.5-9.625 বোরে | 3,000–20,000 psi | খাদ ইস্পাত / CRA |
| টিউব হ্যাঙ্গার | সাসপেন্ড টিউবিং, সিল টিউবিং/কেসিং অ্যানুলাস | টিউবিং OD মেলে | 20,000 psi পর্যন্ত | খাদ ইস্পাত, ইনকোনেল 625 |
| অ্যানুলাস ভালভস | কেসিং অ্যানুলি নিরীক্ষণ এবং বিচ্ছিন্ন করুন | গেট ভালভ 2-3 | স্পুল রেটিং মেলে | কার্বন ইস্পাত / স্টেইনলেস |
সারণী 1: মূল ওয়েলহেড উপাদানগুলির সারাংশ, তাদের প্রাথমিক কার্যাবলী এবং সাধারণ স্পেসিফিকেশন রেঞ্জ। প্রকৃত মাত্রা এবং রেটিং ভাল ডিজাইন এবং জলাধারের অবস্থার দ্বারা পরিবর্তিত হয়।
ওয়েলহেডের বিভিন্ন প্রকার কি কি?
ওয়েলহেডস পরিবেশ, চাপ রেটিং, কনফিগারেশন এবং অ্যাপ্লিকেশন দ্বারা শ্রেণীবদ্ধ করা হয়। সঠিক টাইপ নির্বাচন করা একটি গুরুত্বপূর্ণ ইঞ্জিনিয়ারিং সিদ্ধান্ত যা মূলধন খরচ, অপারেশনাল নমনীয়তা এবং দীর্ঘমেয়াদী অখণ্ডতাকে প্রভাবিত করে।
সারফেস ওয়েলহেডস (ভূমি এবং প্ল্যাটফর্ম)
দ most common type, installed at ground level on onshore wells and on fixed offshore platforms. Surface ভাল মাথাs অপারেটরদের কাছে সরাসরি অ্যাক্সেসযোগ্য এবং সাধারণত API 6A প্রতি একটি প্রচলিত স্পুল-এবং-ফ্ল্যাঞ্জ স্ট্যাক কনফিগারেশনে তৈরি করা হয়। এগুলি জলের ইনজেকশন কূপের জন্য কমপ্যাক্ট লো-চাপ অ্যাসেম্বলি (2,000 psi, 1 মিটারের নিচে উচ্চতা) থেকে শুরু করে গভীর গ্যাস কূপের জন্য লম্বা, বহু-স্পুল উচ্চ-চাপের স্ট্যাক (15,000-20,000 psi, উচ্চতা 3 মিটার পর্যন্ত)। সারফেস ওয়েলহেডের গ্লোবাল ইনস্টল বেস 5 মিলিয়ন ইউনিট ছাড়িয়ে গেছে।
Subsea ওয়েলহেডs
A subsea ভাল মাথা কয়েক মিটার থেকে 3,000 মিটারের বেশি জলের গভীরতায় সমুদ্রতলের উপর স্থাপন করা হয়। সারফেস ওয়েলহেডের বিপরীতে, সাবসি ইউনিটগুলিকে অবশ্যই দূরবর্তীভাবে পরিচালিত হতে হবে — একটি ড্রিলিং ভেসেল দ্বারা রাইজার এবং সাবসি ওয়েলহেড সংযোগকারীর সাথে সংযুক্ত BOP স্ট্যাকের মাধ্যমে সম্পাদিত সমস্ত কাজ। সাবসি ওয়েলহেডগুলি এপিআই 17D এর জন্য ডিজাইন করা হয়েছে এবং অবশ্যই হাইড্রোস্ট্যাটিক চাপ, সমুদ্রের জলের ক্ষয় এবং রাইজার গতিবিদ্যা থেকে ক্লান্তি লোডিং সহ্য করতে হবে। একটি সাধারণ সাবসি ওয়েলহেড হাউজিং-এ একটি 30-ইঞ্চি বা 18-ইঞ্চি উচ্চ-চাপের হাউজিং থাকে, এটি ড্রিল জাহাজ থেকে ফ্রি-ফল বা চলমান টুল দ্বারা ইনস্টল করা হয় এবং 2-6 মিলিয়ন টেন্সবিলিল লোড করতে সক্ষম একটি হাইড্রোলিকভাবে অ্যাকুয়েটেড ওয়েলহেড সংযোগকারীর মাধ্যমে BOP স্ট্যাকের সাথে একটি যান্ত্রিক এবং জলবাহী সংযোগ তৈরি করে।
একত্রিত (কমপ্যাক্ট) ওয়েলহেডস
A ঐক্যবদ্ধ ভালহেড একাধিক কেসিং স্পুল এবং টিউবিং হেডের কাজগুলিকে একক মেশিনযুক্ত বডিতে একীভূত করে। তাদের মধ্যে ফ্ল্যাঞ্জযুক্ত সংযোগের সাথে পৃথক স্পুলগুলিকে স্ট্যাক করার পরিবর্তে, ইউনিটাইজড ডিজাইনে সমস্ত কেসিং হ্যাঙ্গার বাটিগুলি একটি হাউজিংয়ে তৈরি করা হয়েছে। এটি সামগ্রিক উচ্চতা 50-70% হ্রাস করে, আন্তঃ-স্পুল ফ্ল্যাঞ্জ সংযোগগুলি (যা সম্ভাব্য লিক পয়েন্ট) দূর করে এবং ইনস্টলেশনের গতি বাড়ায়। ইউনিটাইজড ওয়েলহেডগুলি শেল প্লেতে ব্যাপকভাবে ব্যবহৃত হয় যেখানে প্যাড ড্রিলিংয়ের জন্য কয়েকশ কূপের দ্রুত, পুনরাবৃত্তিযোগ্য ইনস্টলেশন প্রয়োজন। ফোর-কেসিং-স্ট্রিং শেল কূপের জন্য একটি ইউনিটাইজড ওয়েলহেড 4 ঘন্টার মধ্যে ইনস্টল করা যেতে পারে, একটি সমতুল্য প্রচলিত স্পুল স্ট্যাকের জন্য 8-12 ঘন্টার তুলনায়।
মুডলাইন সাসপেনশন ওয়েলহেডস
অগভীর জলের অফশোর কূপগুলিতে ব্যবহৃত হয় যেখানে প্ল্যাটফর্মের ডেকের পরিবর্তে সমুদ্রতটে (মাডলাইন) ওয়েলহেড সেট করা হয়। এটি প্ল্যাটফর্মটিকে অপসারণ করার অনুমতি দেয় এবং সমস্ত কেসিং টানা ছাড়াই কূপটি সাময়িকভাবে পরিত্যক্ত হয় — কেসিং হ্যাঙ্গার এবং প্যাকঅফগুলি মাডলাইনে সেট করা হয় এবং একটি প্রতিরক্ষামূলক মাডলাইন ক্যাপ ইনস্টল করা হয়। মাডলাইন সাসপেনশন সিস্টেমগুলি API 17D দ্বারা পরিচালিত হয় এবং মেক্সিকো উপসাগর এবং উত্তর সাগরে অগভীর জলের তাক উন্নয়নে সাধারণ।
ওয়েলহেডের ধরন তুলনা করা হয়েছে: সারফেস বনাম সাবসি বনাম ইউনিটাইজড
| বৈশিষ্ট্য | সারফেস ওয়েলহেড | Subsea ওয়েলহেড | ঐক্যবদ্ধ ওয়েলহেড |
|---|---|---|---|
| ইনস্টলেশন পরিবেশ | জমি, স্থির অফশোর প্ল্যাটফর্ম | সমুদ্রতল, যেকোনো জলের গভীরতা | জমি, প্যাড ড্রিলিং |
| গভর্নিং স্ট্যান্ডার্ড | API 6A | API 17D | API 6A |
| সাধারণ চাপ রেটিং | 2,000–20,000 psi | 5,000–20,000 psi | 3,000-15,000 psi |
| অপারেটর অ্যাক্সেস | সরাসরি, হাতে | ROV বা হস্তক্ষেপ জাহাজ | সরাসরি, হাতে |
| ইনস্টলেশন সময় | 8-16 ঘন্টা (মাল্টি-স্পুল) | 12-36 ঘন্টা | 3-6 ঘন্টা |
| আপেক্ষিক মূলধন খরচ | নিম্ন থেকে মাঝারি | অনেক উঁচুতে | মাঝারি |
| সমাবেশের উচ্চতা | 1-3 মি | 1-1.5 মিটার (শুধু আবাসন) | 0.5-1 মি |
সারণী 2: সাতটি মূল বৈশিষ্ট্য জুড়ে পৃষ্ঠ, উপসমুদ্র এবং একীভূত ওয়েলহেডের প্রত্যক্ষ তুলনা। দূরবর্তী অপারেশন এবং যোগ্যতার প্রয়োজনীয়তার কারণে সাবসি ওয়েলহেডগুলি উল্লেখযোগ্যভাবে বেশি খরচ বহন করে।
একটি ওয়েলহেড এবং একটি ক্রিসমাস ট্রি মধ্যে পার্থক্য কি?
দ ভাল মাথা এবং ক্রিসমাস ট্রি স্বতন্ত্র সমাবেশগুলি যা একসাথে কাজ করে — ওয়েলহেড ক্রিসমাস ট্রির মতো নয়, যদিও দুটি পদ প্রায়শই বিভ্রান্ত হয়। প্রকৌশল, সংগ্রহ এবং নিয়ন্ত্রক ডকুমেন্টেশনে পার্থক্য গুরুত্বপূর্ণ।
দ ভাল মাথা হল স্ট্রাকচারাল ফাউন্ডেশন — কেসিং হেড, স্পুল এবং হ্যাঙ্গার যা প্রতিটি কঙ্কালীয় স্থানে চাপ নিয়ন্ত্রণ প্রদান করে এবং উপরের সমস্ত সরঞ্জাম সমর্থন করে। এটি ড্রিলিং পর্বের সময় স্থায়ীভাবে ইনস্টল করা হয় এবং কূপের জীবনের জন্য জায়গায় থাকে।
দ ক্রিসমাস ট্রি (এটিকে প্রোডাকশন ট্রি বা এক্স-মাস ট্রিও বলা হয়) হল ভালভ, স্পুল এবং ফিটিংসের সমাবেশ যা কূপ সম্পন্ন হওয়ার পরে টিউবিং হেডের উপরে ইনস্টল করা হয়। এটি কূপ থেকে ফ্লোলাইনে উত্পাদিত তরল প্রবাহ নিয়ন্ত্রণ করে। একটি সাধারণ ক্রিসমাস ট্রিতে একটি মাস্টার ভালভ, সোয়াব ভালভ, উইং ভালভ এবং একটি চোক ম্যানিফোল্ড থাকে — এগুলি সবই পুনরুদ্ধারযোগ্য এবং কূপের উৎপাদন জীবনের সময় পরিবর্তনযোগ্য।
সংক্ষেপে: the ভাল মাথা সমর্থন করে এবং ধারণ করে; ক্রিসমাস ট্রি প্রবাহ নিয়ন্ত্রণ করে এবং নির্দেশ করে। ক্রিসমাস ট্রিটি ওয়েলহেডের উপরে বসে এবং ওয়েলহেডটি যথাস্থানে থাকা অবস্থায় সরিয়ে ফেলা এবং প্রতিস্থাপন করা যেতে পারে।
ওয়েলহেডসের জন্য কোন মান এবং চাপের রেটিং প্রযোজ্য?
Wellhead নকশা, উত্পাদন, পরীক্ষা এবং ইনস্টলেশন প্রাথমিকভাবে API স্পেসিফিকেশন 6A (ISO 10423) দ্বারা পরিচালিত হয়, যা চাপের শ্রেণী, উপাদানের প্রয়োজনীয়তা এবং যোগ্যতা পরীক্ষা পদ্ধতি স্থাপন করে। প্রতিটি পৃষ্ঠ ভাল মাথা উপাদানটি অবশ্যই সাতটি স্ট্যান্ডার্ড প্রেসার ক্লাসের একটিতে তৈরি এবং পরীক্ষা করা উচিত।
- 2,000 psi (শ্রেণি 138): নিম্নচাপের পানি নিষ্পত্তি এবং অগভীর গ্যাস কূপ। জিওথার্মাল এবং ওয়াটার-ইনজেকশন অ্যাপ্লিকেশনে সবচেয়ে সাধারণ।
- 3,000 psi (শ্রেণি 207): 2,000 psi এর নিচে জলাধারের চাপ সহ প্রচলিত তেল কূপে সাধারণ। অনেক উপকূল উত্পাদন কূপ জন্য মানক.
- 5,000 psi (ক্লাস 345): মাঝারি-গভীর তেল এবং গ্যাস কূপের জন্য ব্যাপকভাবে ব্যবহৃত হয়। ইনস্টল করা পরিমাণ দ্বারা বিশ্বব্যাপী সবচেয়ে সাধারণ চাপ রেটিং।
- 10,000 psi (ক্লাস 690): সক্রিয় বেসিনে গভীর এবং উচ্চ-চাপযুক্ত কূপের জন্য ব্যবহৃত হয়। মেক্সিকো উপসাগরের অনেক শেল্ফ কূপের জন্য স্ট্যান্ডার্ড।
- 15,000 psi (ক্লাস 1034): উচ্চ-চাপের গ্যাস কূপ এবং গভীর-জলের সমাপ্তির জন্য প্রয়োজনীয় যেখানে জলাধারের চাপ 10,000 psi অতিক্রম করে প্রবাহিত চাপ হ্রাসের পরে।
- 20,000 psi (ক্লাস 1379): দ highest standard API 6A rating, used for ultra-high-pressure wells. Equipment at this rating costs 3–5 times more than equivalent 10,000 psi components and requires extended lead times of 6–18 months.
চাপের রেটিং ছাড়াও, API 6A H2S এবং CO2 পরিষেবার বিভিন্ন স্তরের জন্য উপাদান ক্লাস (AA এর মাধ্যমে FF), তাপমাত্রা ক্লাস (-75 °F থেকে 350 °F), এবং কর্মক্ষমতা যাচাই স্তরগুলি (PVL 1 থেকে PVL 4) নির্ধারণ করে যা প্রয়োজনীয় যোগ্যতা পরীক্ষার পরিধিকে নিয়ন্ত্রণ করে। উদাহরণস্বরূপ, মধ্যপ্রাচ্যে টক পরিষেবার জন্য নির্দিষ্ট একটি ওয়েলহেডের জন্য সাধারণত মেটেরিয়াল ক্লাস DD বা EE (NACE MR0175 অনুগত) এবং PVL 3 বা 4 যোগ্যতার প্রয়োজন হবে।
কিভাবে একটি Wellhead ইনস্টল করা হয়? ধাপে ধাপে ওভারভিউ
Wellhead ইনস্টলেশন একটি অনুক্রমিক প্রক্রিয়া যা কূপ তুরপুনের প্রতিটি ধাপের সাথে একত্রিত হয়। কোনো একক ওয়েলহেড উপাদান একবারে ইনস্টল করা হয় না — প্রতিটি কেসিং স্ট্রিং চালানো এবং সিমেন্ট করা হলে সমাবেশ বৃদ্ধি পায়।
- ধাপ 1 — কন্ডাক্টর কেসিং এবং কেসিং হেড: দ conductor pipe (typically 18–30 inches) is driven or jetted to shallow depth (15–60 m). The আবরণ মাথা পৃষ্ঠ গ্রেডে কন্ডাকটর শীর্ষে ঢালাই বা থ্রেড করা হয়। এটি ওয়েলহেডের স্থায়ী ভিত্তি হয়ে ওঠে।
- ধাপ 2 — সারফেস কেসিং: সারফেস কেসিং (সাধারণত 9.625-13.375 ইঞ্চি) 300-1,500 মিটার গভীরতায় চালানো হয় এবং সিমেন্ট করা হয়। একটি সারফেস কেসিং হ্যাঙ্গার কেসিং হেড বাটিতে অবতরণ করা হয় এবং অ্যানুলাস একটি প্যাকঅফ দিয়ে সিল করা হয়। পরবর্তী ড্রিলিং পর্বের জন্য কেসিং হেডের উপরে একটি BOP ইনস্টল করা হয়।
- ধাপ 3 - মধ্যবর্তী আবরণ(গুলি): এক বা একাধিক মধ্যবর্তী কেসিং স্ট্রিংগুলি চালানো হয়, সিমেন্ট করা হয় এবং ধারাবাহিকভাবে ইনস্টল করা হয় আবরণ স্পুলs . প্রতিটি স্পুল আগেরটির সাথে ফ্ল্যাঞ্জ করা হয়, ওয়েলহেড স্ট্যাকটিকে উপরের দিকে প্রসারিত করে। প্রতিটি পর্যায়ে BOP পরীক্ষা চালিয়ে যাওয়ার আগে চাপের অখণ্ডতা নিশ্চিত করে।
- ধাপ 4 — উৎপাদন আবরণ: দ final casing string across the reservoir is run and cemented. The production casing hanger is landed in the uppermost casing spool. A production spool or tubing head adapter is flanged on top.
- ধাপ 5 — সমাপ্তি এবং টিউবিং হেড: দ টিউবিং মাথা ইনস্টল করা হয়, কূপটি ছিদ্রযুক্ত এবং উদ্দীপিত হয়, উত্পাদন টিউবিং চালানো হয় এবং টিউবিং হ্যাঙ্গারটি অবতরণ এবং সিল করা হয়। তারপর ক্রিসমাস ট্রি টিউবিং মাথার উপর ফ্ল্যাঞ্জ করা হয় এবং কূপটি উৎপাদনে আনা হয়।
সবচেয়ে সাধারণ ওয়েলহেড ইন্টিগ্রিটি চ্যালেঞ্জগুলি কী কী?
Wellhead অখণ্ডতা ব্যর্থতা তেল ও গ্যাস শিল্পের সবচেয়ে গুরুতর কূপ নিয়ন্ত্রণ ঘটনাগুলির মধ্যে একটি। টেকসই কেসিং প্রেসার (SCP) — চাপ যা একটি কেসিং অ্যানুলাসে তৈরি হয় এবং স্থায়ীভাবে ব্লিড করা যায় না — পরিপক্ক বেসিনে সমস্ত উত্পাদনকারী কূপের আনুমানিক 6-8% প্রভাবিত করে এবং এটি বিশ্বব্যাপী সবচেয়ে ব্যাপক ওয়েলহেড অখণ্ডতা চ্যালেঞ্জ।
- সীল অবনতি: ইলাস্টোমেরিক প্যাকঅফ এবং সিলগুলি তাপীয় সাইক্লিং, H2S আক্রমণ এবং চাপ সাইক্লিং ক্লান্তির জন্য ঝুঁকিপূর্ণ। কমিশনিং এর সময়ে API 6A যোগ্যতা পরীক্ষায় উত্তীর্ণ একটি সীল 10-15 বছরের উৎপাদন শুল্কের পরে ব্যর্থ হতে পারে। প্রাথমিক সমাপ্তিতে ধাতব-থেকে-ধাতু সীলগুলিতে স্যুইচ করা ইলাস্টোমারের অবক্ষয়ের ঝুঁকিকে সম্পূর্ণরূপে দূর করে কিন্তু অগ্রিম খরচ 15-25% বৃদ্ধি করে।
- ক্ষয় এবং ক্ষয়: ক্ষয়কারী উত্পাদন তরল - বিশেষ করে CO2 এবং H2S ভিজা গ্যাস পরিষেবাতে - ওয়েলহেড বডি এবং বোরের অভ্যন্তরীণ ক্ষয় হতে পারে। সমস্ত ভেজা পৃষ্ঠতলের জারা-প্রতিরোধী খাদ (CRA) ওভারলেগুলি (সাধারণত ইনকোনেল 625 বা 825) কূপের জন্য নির্দিষ্ট করা হয় যার CO2 আংশিক চাপ 30 psi এর উপরে বা H2S 0.05 psia প্রতি NACE MR0175 এর উপরে।
- চক্রাকার লোডিং থেকে ক্লান্তি: যে কূপগুলিতে প্রায়শই কাজ করা হয়, বা সাবসি ওয়েলহেড রাইজার ক্লান্তি লোডের সাপেক্ষে, ফ্ল্যাঞ্জ সংযোগ এবং স্পুল বডিগুলিতে ক্লান্তি ফাটল সৃষ্টি করতে পারে। আধুনিক ওয়েলহেড সিস্টেমগুলি উপসাগরীয় অ্যাপ্লিকেশনগুলির জন্য API RP 2RD প্রতি ক্লান্তি বিশ্লেষণকে অন্তর্ভুক্ত করে, ডিজাইন জীবন সাধারণত 20-30 বছর নির্দিষ্ট করা হয়।
- ফ্ল্যাঞ্জ ফুটো পথ: স্পুলগুলির মধ্যে রিং-টাইপ জয়েন্ট (RTJ) ফ্ল্যাঞ্জগুলি একটি ঐতিহাসিকভাবে সাধারণ লিক পয়েন্ট যদি প্রতিটি মেক-আপের সময় রিং গ্যাসকেট প্রতিস্থাপন করা না হয় বা হ্যান্ডলিং করার সময় ফ্ল্যাঞ্জের মুখগুলি ক্ষতিগ্রস্ত হয়। API 6A এই ঝুঁকি কমানোর জন্য নির্দিষ্ট ফ্ল্যাঞ্জ ফেস ফিনিশের প্রয়োজনীয়তা (63-125 মাইক্রোইঞ্চ রা) এবং টর্ক স্পেসিফিকেশনকে বাধ্যতামূলক করে।
FAQ: ওয়েলহেড কি?
প্রশ্নঃ ওয়েলহেড এবং ওয়েলবোরের মধ্যে পার্থক্য কী?
দ ভাল ভূপৃষ্ঠ থেকে জলাধার পর্যন্ত শিলা গঠনের মাধ্যমে ড্রিল করা ভৌত ছিদ্র - মূলত একটি নলাকার শূন্যতা যা ইস্পাত আবরণ এবং সিমেন্ট দিয়ে শক্তিশালী করা হয়। দ ভাল মাথা ওয়েলবোরের শীর্ষে পৃষ্ঠের সমাপ্তি সরঞ্জাম। ওয়েলবোর একটি বোতল হলে, ওয়েলহেড হল ক্যাপ এবং গলার সমাবেশ যা আপনাকে কী ভিতরে যায় এবং কী বের হয় তা নিয়ন্ত্রণ করতে দেয়। ওয়েলবোর একটি ভূতাত্ত্বিক এবং সিভিল ইঞ্জিনিয়ারিং নির্মাণ; ওয়েলহেড হল একটি মেকানিক্যাল এবং প্রেসার ইঞ্জিনিয়ারিং কনস্ট্রাক্ট যা এপিআই 6A এর মত ম্যানুফ্যাকচারিং স্ট্যান্ডার্ড দ্বারা পরিচালিত হয়।
প্রশ্নঃ কূপ কতক্ষণ স্থায়ী হয়?
A ভাল মাথা সাধারণত কূপের পূর্ণ উৎপাদনশীল জীবনের জন্য ডিজাইন করা হয় — বেশিরভাগ প্রচলিত জলাধারে 20 থেকে 40 বছর, এবং কম-পতনের ক্ষেত্রগুলিতে আরও বেশি সময়। ওয়েলহেড হাউজিং এবং স্পুল নিয়মিতভাবে প্রতিস্থাপিত হয় না; পরিবর্তে, অভ্যন্তরীণ সীলমোহর, প্যাকঅফ এবং বহিরাগত ভালভগুলি পরিসেবা জীবন শেষ হওয়ার সাথে সাথে ওয়ার্কওভার অপারেশনের সময় প্রতিস্থাপিত হয়। অফশোর ডিকমিশনিংয়ে, ওয়েলহেড হাউজিং সাধারণত মাডলাইনে কেটে ফেলা হয় এবং পুনরুদ্ধার করা হয়, কারণ এতে ইস্পাত এবং অন্যান্য পুনর্ব্যবহারযোগ্য অ্যালয় রয়েছে।
প্রশ্নঃ একটি ওয়েলহেডের দাম কত?
দ cost of a ভাল মাথা assembly চাপ রেটিং, কনফিগারেশন, এবং উপাদান নির্দিষ্টকরণের উপর ভিত্তি করে ব্যাপকভাবে পরিবর্তিত হয়। একটি উপকূলীয় প্রচলিত কূপের জন্য একটি আদর্শ 5,000 psi সারফেস ওয়েলহেড (কেসিং হেড, দুটি কেসিং স্পুল, টিউবিং হেড এবং সমস্ত হ্যাঙ্গার) সাধারণত শুধুমাত্র সরঞ্জামের জন্য $25,000-$80,000 খরচ হয়। একটি উচ্চ-চাপযুক্ত গ্যাস কূপের জন্য একটি 15,000 psi সোর-সার্ভিস ওয়েলহেডের দাম $150,000–$400,000 হতে পারে৷ সমস্ত চলমান সরঞ্জাম এবং ইনস্টলেশন সহায়তা সহ একটি সাবসি ওয়েলহেড সিস্টেম গভীর জলের অ্যাপ্লিকেশনগুলিতে প্রতি কূপের জন্য $2,000,000-$8,000,000 বা তার বেশি প্রতিনিধিত্ব করতে পারে। সারফেস ওয়েলহেডের জন্য যন্ত্রপাতির খরচে ইনস্টলেশন শ্রম আরও 20-40% যোগ করে।
প্রশ্ন: জলের কূপের জন্য ওয়েলহেড কী ব্যবহার করা হয়?
পানির কূপ প্রয়োগে, ক ভাল মাথা (যাকে ওয়েল ক্যাপ বা ওয়েল সীলও বলা হয়) পৃষ্ঠের জল দূষণের বিরুদ্ধে কূপের আবরণের উপরের অংশটি সীলমোহর করে, পাম্প পাওয়ার ক্যাবল এবং ডিসচার্জ পাইপিংয়ের জন্য আবহাওয়ারোধী আবাসন সরবরাহ করে এবং ডুবো পাম্পের ওজন এবং রাইজিং মেইনকে সমর্থন করে। জলের কূপের মাথাগুলি তেল এবং গ্যাস ওয়েলহেডের তুলনায় অনেক সহজ এবং নিম্ন-চাপ - তাদের মাল্টি-কেসিং হ্যাঙ্গার সিস্টেমের প্রয়োজন হয় না - তবে তারা একই মৌলিক সিলিং এবং কাঠামোগত কার্য সম্পাদন করে। পৌরসভা জল সরবরাহ অবকাঠামো, একটি নিরাপদ এবং সঠিকভাবে রক্ষণাবেক্ষণ ভাল মাথা ভূগর্ভস্থ জল সরবরাহের ব্যাকটেরিয়া এবং রাসায়নিক দূষণের বিরুদ্ধে প্রথম বাধা।
প্রশ্ন: ওয়েলহেড প্রেসার কী এবং কেন এটি গুরুত্বপূর্ণ?
ওয়েলহেড চাপ উপরের পৃষ্ঠে তরল চাপ পরিমাপ করা হয় ভাল মাথা বা ক্রিসমাস ট্রি, psi বা বারে প্রকাশ করা হয়েছে। এটি জলাধারের চাপ বিয়োগ করে টিউবিংয়ের হাইড্রোস্ট্যাটিক মাথা এবং প্রবাহের পথ বরাবর ঘর্ষণজনিত চাপের ক্ষতিকে প্রতিফলিত করে। ওয়েলহেড প্রেসার হল কূপ ক্রিয়াকলাপের সবচেয়ে গুরুত্বপূর্ণ রিয়েল-টাইম ডায়গনিস্টিক প্যারামিটারগুলির মধ্যে একটি: একটি ক্রমবর্ধমান ওয়েলহেড চাপ জলাধারের আচরণে পরিবর্তন বা ডাউনহোল ভালভ বন্ধ হওয়ার ইঙ্গিত দিতে পারে; একটি পতনশীল ওয়েলহেড চাপ সাধারণত জলাধার ড্রাইভ হ্রাস বা একটি downhole সরঞ্জাম সমস্যা সংকেত. সমস্ত ওয়েলহেড সরঞ্জামগুলিকে অবশ্যই সর্বাধিক প্রত্যাশিত ওয়েলহেড চাপে রেট দিতে হবে, যার নিরাপত্তা মার্জিন সাধারণত প্রত্যাশিত শাট-ইন ওয়েলহেড চাপের 1.25-1.5 গুণ।
প্রশ্ন: বিশ্বব্যাপী ওয়েলহেড সরঞ্জাম বাজারের আকার কি?
দ global ভাল মাথা equipment 2024 সালে বাজারের মূল্য ছিল আনুমানিক $5.3 বিলিয়ন এবং 2031 সালের মধ্যে $7.8 বিলিয়ন পৌঁছানোর অনুমান করা হয়েছে, যা প্রায় 5.7% এর CAGR-এ বৃদ্ধি পাবে। মধ্যপ্রাচ্যে টেকসই আপস্ট্রিম মূলধন ব্যয়, উত্তর আমেরিকার শেল বেসিনের কার্যকলাপ, ব্রাজিল ও পশ্চিম আফ্রিকায় গভীর জলের সম্প্রসারণ এবং অতি-গভীর জলের উন্নয়ন, এবং বার্ধক্য উৎপাদনকারী বেসিনে রেট্রোফিট এবং অখণ্ডতা ব্যবস্থাপনা বাজার দ্বারা বৃদ্ধি চালিত হয়। ইউনিটাইজড এবং কমপ্যাক্ট ওয়েলহেড সেগমেন্ট হল দ্রুত বর্ধনশীল পণ্যের বিভাগ, যা শেল প্লেতে উচ্চ-ভলিউম প্যাড ড্রিলিংয়ের দক্ষতার চাহিদা দ্বারা চালিত হয়।
উপসংহার: কেন ওয়েলহেড যে কোনো কূপের সবচেয়ে গুরুত্বপূর্ণ সারফেস ইকুইপমেন্ট
A ভাল মাথা প্রতিটি উৎপাদন কূপের অমিমাংসিত ভিত্তিপ্রস্তর। এটি ভূপৃষ্ঠের প্রক্রিয়াকরণ সুবিধা বা সাবসি গাছগুলি যে মনোযোগ আকর্ষণ করে তা না করেই প্রায়শই কয়েক দশক ধরে প্রচণ্ড চাপের মধ্যে নীরবে কাজ করে। তবুও একটি সঠিকভাবে প্রকৌশলী এবং রক্ষণাবেক্ষণ ছাড়া ভাল মাথা assembly , কোন কূপ নিরাপদে ড্রিল করা যাবে না, কোন জলাধার দায়িত্বশীলভাবে উত্পাদিত করা যাবে না, এবং কোন পরিত্যাগ নির্ভরযোগ্যভাবে কার্যকর করা যাবে না।
নম্র জলের কূপের ক্যাপ থেকে একটি সম্প্রদায়ের পানীয় জলের সরবরাহ রক্ষা করে 20,000 psi উপসাগরে ভাল মাথা housing সমুদ্রের তলদেশে 3,000 মিটার জলে, মৌলিক প্রকৌশল উদ্দেশ্য অভিন্ন: চাপ ধারণ করা, লোডকে সমর্থন করা এবং নীচে যা আছে তাতে নিয়ন্ত্রিত অ্যাক্সেস সরবরাহ করা।
প্রকৌশলী, অপারেটর এবং প্রকিউরমেন্ট টিম যারা প্রত্যেকের পিছনে ডিজাইনের যুক্তি বোঝে ভাল মাথা component — কেসিং হ্যাঙ্গার, প্যাকঅফ, সীল দর্শন, চাপের শ্রেণী নির্বাচন — ভালভাবে সততা রক্ষা করে, জীবনচক্রের খরচ কমায়, এবং প্রতিটি কূপ সাইটের আশেপাশের মানুষ ও পরিবেশের নিরাপত্তা নিশ্চিত করে এমন সিদ্ধান্ত নেওয়ার জন্য আরও ভালভাবে সজ্জিত৷