ওয়েলহেড ভালভ চাপ-নিয়ন্ত্রণ ডিভাইসগুলি হল একটি তেল, গ্যাস বা জলের কূপের পৃষ্ঠে ইনস্টল করা যা প্রবাহ নিয়ন্ত্রণ করে, চাপের অঞ্চলগুলিকে বিচ্ছিন্ন করে এবং জরুরী বন্ধ করার ক্ষমতা প্রদান করে, যা উচ্চ-চাপের উপ-পৃষ্ঠের গঠন এবং স্থলভাগের উপরিভাগের সরঞ্জাম এবং কর্মীদের মধ্যে প্রাথমিক বাধা তৈরি করে। সঠিকভাবে নির্দিষ্ট এবং রক্ষণাবেক্ষণ করা ওয়েলহেড ভালভ ছাড়া, একটি কূপ নিরাপদে উত্পাদিত, পরীক্ষা বা পরিচর্যা করা যায় না। এই নির্দেশিকাটি ব্যাখ্যা করে যে ওয়েলহেড ভালভ কীভাবে কাজ করে, শিল্প জুড়ে ব্যবহৃত বিভিন্ন প্রকার, তারা কীভাবে একে অপরের সাথে তুলনা করে এবং কোন বিষয়গুলি একটি প্রদত্ত কূপের জন্য সঠিক ভালভ নির্ধারণ করে।
ওয়েলহেড ভালভ সামগ্রিক ওয়েলহেড সিস্টেমের মধ্যে কীভাবে ফিট করে?
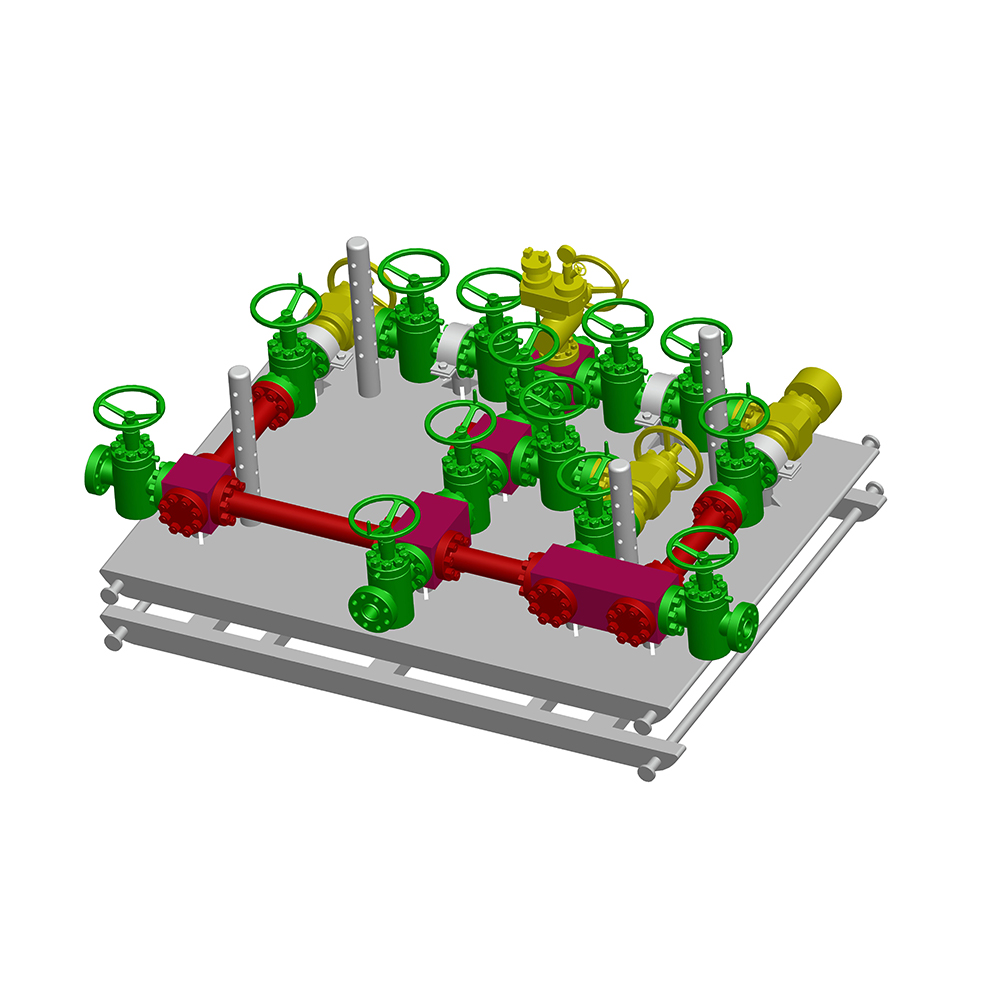
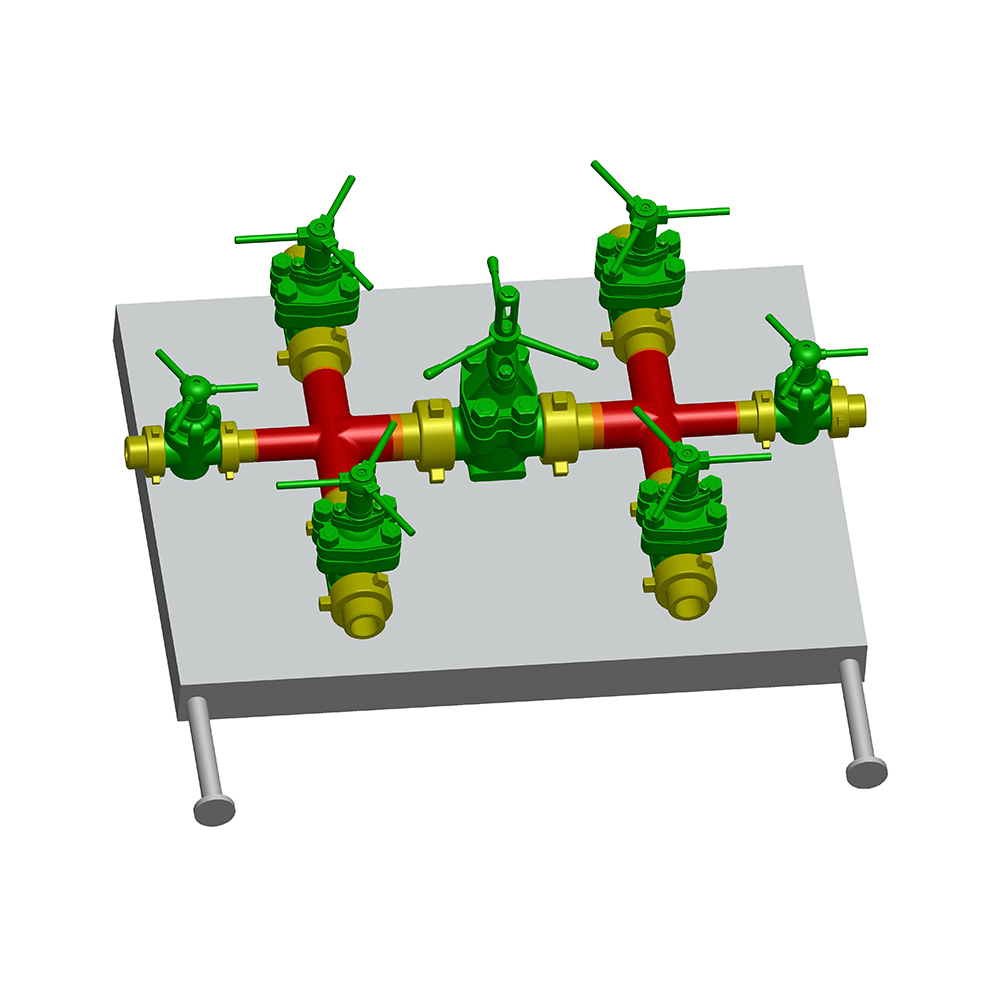
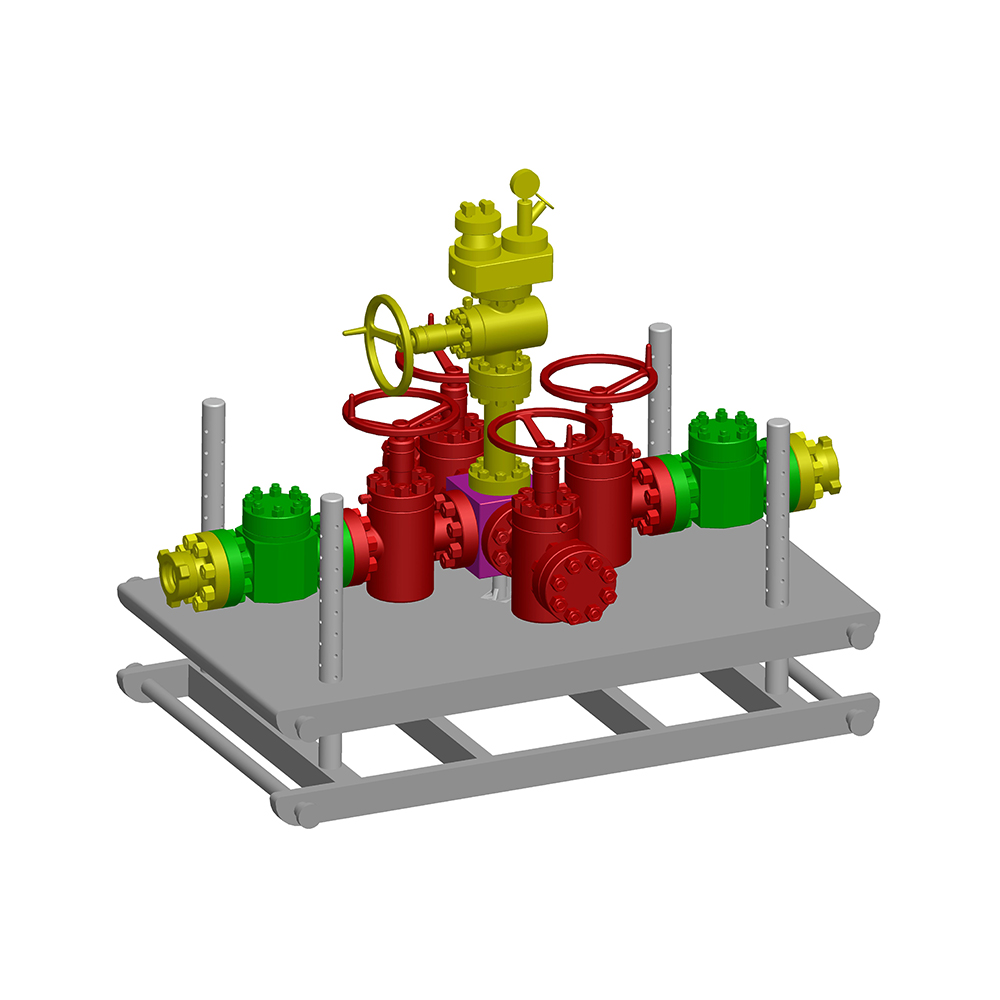
ওয়েলহেড অ্যাসেম্বলি এবং ক্রিসমাস ট্রিতে ওয়েলহেড ভালভ বসানো হয় — ফিটিংস, স্পুল এবং ভালভের স্তুপ কূপের আবরণের উপরে থাকে — যেখানে তারা উত্পাদিত তরল প্রবাহকে নিয়ন্ত্রণ করে এবং চাপ বিচ্ছিন্নতার একাধিক স্বাধীন বিন্দু প্রদান করে। একটি সাধারণ ওয়েলহেড সিস্টেমের বেশ কয়েকটি স্বতন্ত্র ভালভ অবস্থান রয়েছে, প্রতিটি পরিবর্তনযোগ্য অংশ হওয়ার পরিবর্তে একটি নির্দিষ্ট সুরক্ষা বা অপারেশনাল ফাংশন পরিবেশন করে।
এপিআই স্পেসিফিকেশন 6A অনুযায়ী, আমেরিকান পেট্রোলিয়াম ইনস্টিটিউট দ্বারা প্রকাশিত এবং ওয়েলহেড এবং ক্রিসমাস ট্রি সরঞ্জামের জন্য সবচেয়ে ব্যাপকভাবে উল্লেখ করা স্ট্যান্ডার্ড, ওয়েলহেড উপাদানগুলি — ভালভ সহ — চাপের রেটিং, তাপমাত্রা রেটিং, এবং উপাদান শ্রেণী দ্বারা শ্রেণীবদ্ধ করা হয় যাতে তারা একটি কূপের নির্দিষ্ট অপারেটিং অবস্থার সাথে সঠিকভাবে মেলে। এই প্রমিতকরণই বিভিন্ন অঞ্চল এবং ভাল ধরনের অপারেটরদের একটি সামঞ্জস্যপূর্ণ, যাচাইযোগ্য নিরাপত্তার ভিত্তিতে সরঞ্জামগুলি নির্দিষ্ট করার অনুমতি দেয়।
মাস্টার ভালভ, উইং ভালভ এবং সোয়াব ভালভ
মাস্টার ভালভ ক্রিসমাস ট্রির গোড়ায় বসে এবং কূপে সম্পূর্ণরূপে বন্ধ করার প্রাথমিক উপায় সরবরাহ করে, উইং ভালভগুলি উত্পাদন বা পরীক্ষার লাইনে প্রবাহের দিক নিয়ন্ত্রণ করে এবং শীর্ষে থাকা সোয়াব ভালভটি ওয়্যারলাইন এবং ওয়েল হস্তক্ষেপের সরঞ্জামগুলির অ্যাক্সেসের অনুমতি দেয়। এই ভালভগুলির প্রতিটি স্বাধীনভাবে ওয়েলহেডের একটি অংশকে বিচ্ছিন্ন করতে পারে, এই কারণেই একটি সঠিকভাবে ডিজাইন করা সিস্টেম সবসময় নিয়ন্ত্রণের একক পয়েন্টের উপর নির্ভর না করে একাধিক অপ্রয়োজনীয় ভালভ অবস্থান অন্তর্ভুক্ত করে।
ওয়েলহেড ভালভ কোন ধরনের ক্ষেত্রে ব্যবহার করা হয়?
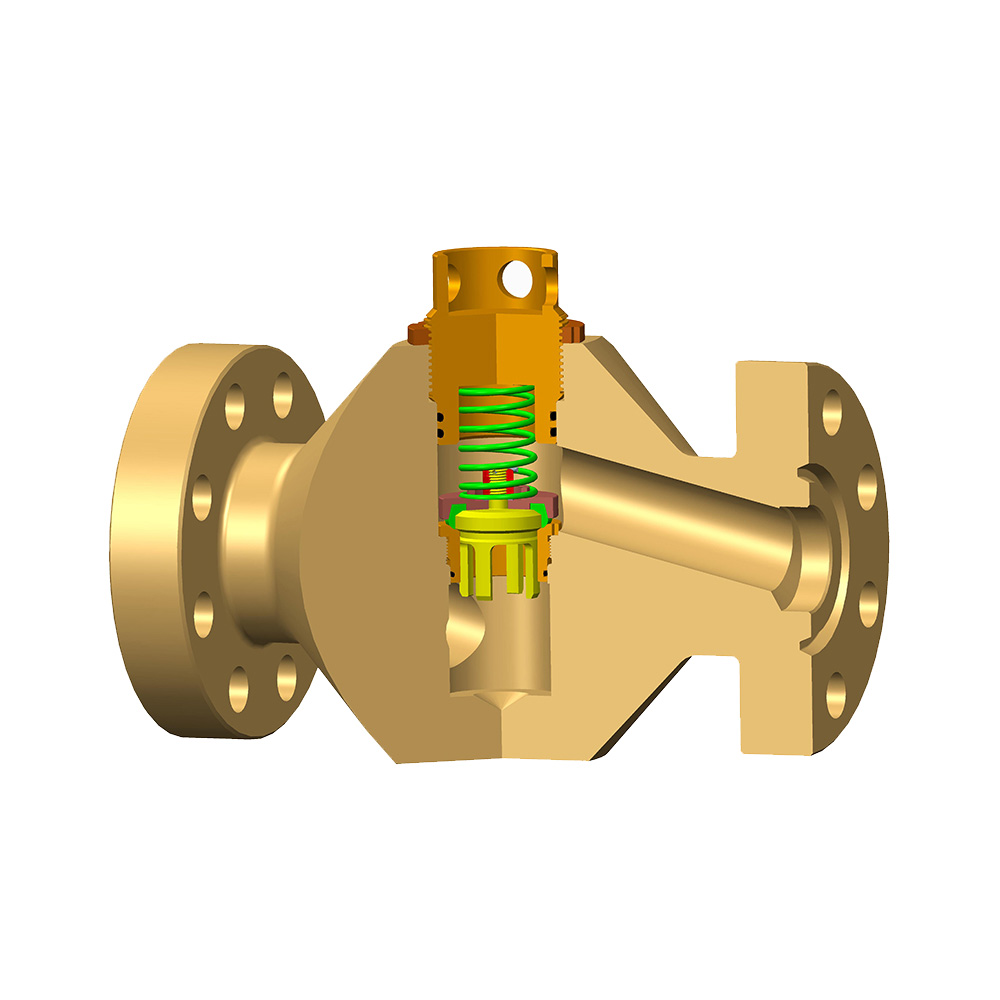
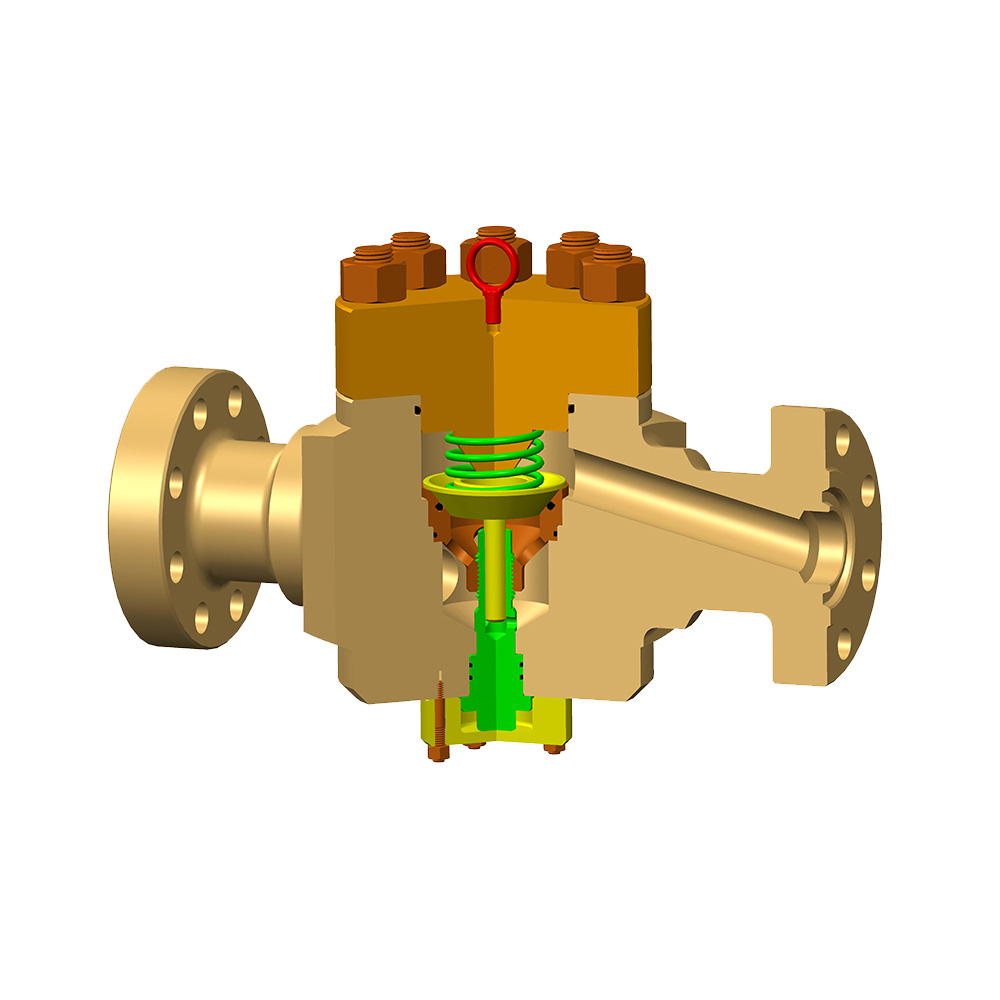
সবচেয়ে সাধারণ ওয়েলহেড ভালভের ধরনগুলি হল গেট ভালভ, বল ভালভ, চেক ভালভ এবং চোক ভালভ, প্রতিটি অ্যাপ্লিকেশনটি সম্পূর্ণ অন/অফ শাটঅফ, ফ্লো থ্রটলিং, বা এক-দিকীয় প্রবাহ নিয়ন্ত্রণের জন্য আহ্বান করেছে কিনা তার উপর ভিত্তি করে নির্বাচন করা হয়।
| ভালভ প্রকার | প্রাথমিক ফাংশন | সাধারণ ওয়েলহেড অবস্থান | প্রবাহ নিয়ন্ত্রণ ক্ষমতা |
| গেট ভালভ | সম্পূর্ণ খোলা/বন্ধ বিচ্ছিন্নতা | মাস্টার ভালভ, উইং ভালভ | শুধুমাত্র চালু/বন্ধ - থ্রটলিং এর জন্য নয় |
| বল ভালভ | দ্রুত অভিনয় বন্ধ | উইং ভালভ, সোয়াব ভালভ | চালু/বন্ধ, দ্রুত কোয়ার্টার-টার্ন অপারেশন |
| চোক ভালভ | সুনির্দিষ্ট প্রবাহ হার এবং চাপ থ্রটলিং | উইং ভালভের নিম্নধারা | পরিবর্তনশীল — থ্রটলিং এর জন্য ডিজাইন করা হয়েছে |
| ভালভ চেক করুন | বিপরীত প্রবাহ রোধ করে | ইনজেকশন লাইন, ফ্লোব্যাক লাইন | শুধুমাত্র এক-দিকনির্দেশক, কোন ম্যানুয়াল থ্রটলিং নেই |
| সুই ভালভ | ফাইন প্রেসার ব্লিড-অফ এবং ইন্সট্রুমেন্টেশন আইসোলেশন | প্রেসার গেজ সংযোগ, পরীক্ষা পোর্ট | সূক্ষ্ম, কম ভলিউম থ্রটলিং |
ক্যাপশন: সাধারণ ওয়েলহেড ভালভের ধরন, তাদের প্রাথমিক কাজ, সাধারণ মাউন্টিং পজিশন এবং প্রবাহ নিয়ন্ত্রণের ক্ষমতা।
গেট ভালভ বনাম বল ভালভ: কেন উভয়ই ব্যবহার করা হয়
গেট ভালভগুলি মাস্টার ভালভ পজিশনের জন্য পছন্দনীয় কারণ তাদের স্ট্রেইট-থ্রু বোর ন্যূনতম প্রবাহ সীমাবদ্ধতা তৈরি করে এবং দীর্ঘ পরিষেবা জীবন ধরে পরিধান করে, যখন বল ভালভগুলি উইং এবং সোয়াব পজিশনে ক্রমবর্ধমানভাবে ব্যবহৃত হয় কারণ তাদের কোয়ার্টার-টার্ন অপারেশন দ্রুত জরুরি বন্ধ করার অনুমতি দেয়। অনেক আধুনিক ওয়েলহেড ডিজাইন দ্রুত-প্রতিক্রিয়া বন্ধ করার ক্ষমতার বিরুদ্ধে দীর্ঘমেয়াদী স্থায়িত্বের ভারসাম্য বজায় রাখার জন্য বিভিন্ন অবস্থানে কৌশলগতভাবে উভয় ধরনের ভালভকে একত্রিত করে।
ওয়েলহেড ভালভ কিভাবে চাপ এবং তাপমাত্রার জন্য রেট করা হয়?
ওয়েলহেড ভালভগুলিকে API 6A দ্বারা সংজ্ঞায়িত প্রমিত চাপের শ্রেণীগুলি ব্যবহার করে রেট করা হয়, 2,000 psi থেকে 20,000 psi পর্যন্ত, এবং তাপমাত্রার শ্রেণীগুলি যা নির্দিষ্ট অপারেটিং পরিবেশের জন্য দায়ী, আর্কটিক অবস্থা থেকে উচ্চ-তাপমাত্রা ভূ-তাপীয় বা গভীর গঠন পর্যন্ত।
| API 6A প্রেসার ক্লাস | রেট কাজের চাপ | সাধারণ আবেদন |
| 2K | 2,000 psi | অগভীর, নিম্নচাপের কূপ |
| 5K | 5,000 psi | স্ট্যান্ডার্ড উপকূল উত্পাদন কূপ |
| 10K | 10,000 psi | গভীরতর গঠন, উচ্চ চাপের জলাধার |
| 15K | 15,000 psi | উচ্চ-চাপ অফশোর এবং গভীর কূপ |
| 20K | 20,000 psi | অতি-উচ্চ চাপ, গভীর জলের অ্যাপ্লিকেশন |
ক্যাপশন: API 6A ওয়েলহেড প্রেসার ক্লাস, তাদের রেট করা কাজের চাপ এবং ভাল অবস্থার জন্য প্রতিটি ক্লাস সাধারণত ডিজাইন করা হয়।
উপাদান নির্বাচন এছাড়াও ভালভ স্পেসিফিকেশন একটি প্রধান ভূমিকা পালন করে. API 6A উপাদান শ্রেণীগুলিকে সংজ্ঞায়িত করে (AA এর মাধ্যমে HH) যা টক পরিষেবা (হাইড্রোজেন সালফাইড এক্সপোজার), তাপমাত্রার চরমতা এবং ক্ষয়কারী কূপ তরলগুলির জন্য দায়ী, এটি নিশ্চিত করে যে একটি মিষ্টি, নিম্ন-তাপমাত্রার কূপের জন্য নির্দিষ্ট করা ভালভকে ভুলভাবে একটি টক, উচ্চ-তাপমাত্রার প্রয়োগে প্রতিস্থাপিত করা হয় না যেখানে এটি অকালে ব্যর্থ হতে পারে।
কেন ম্যানুয়াল বনাম অ্যাকচুয়েটেড ওয়েলহেড ভালভ নিরাপত্তার জন্য গুরুত্বপূর্ণ
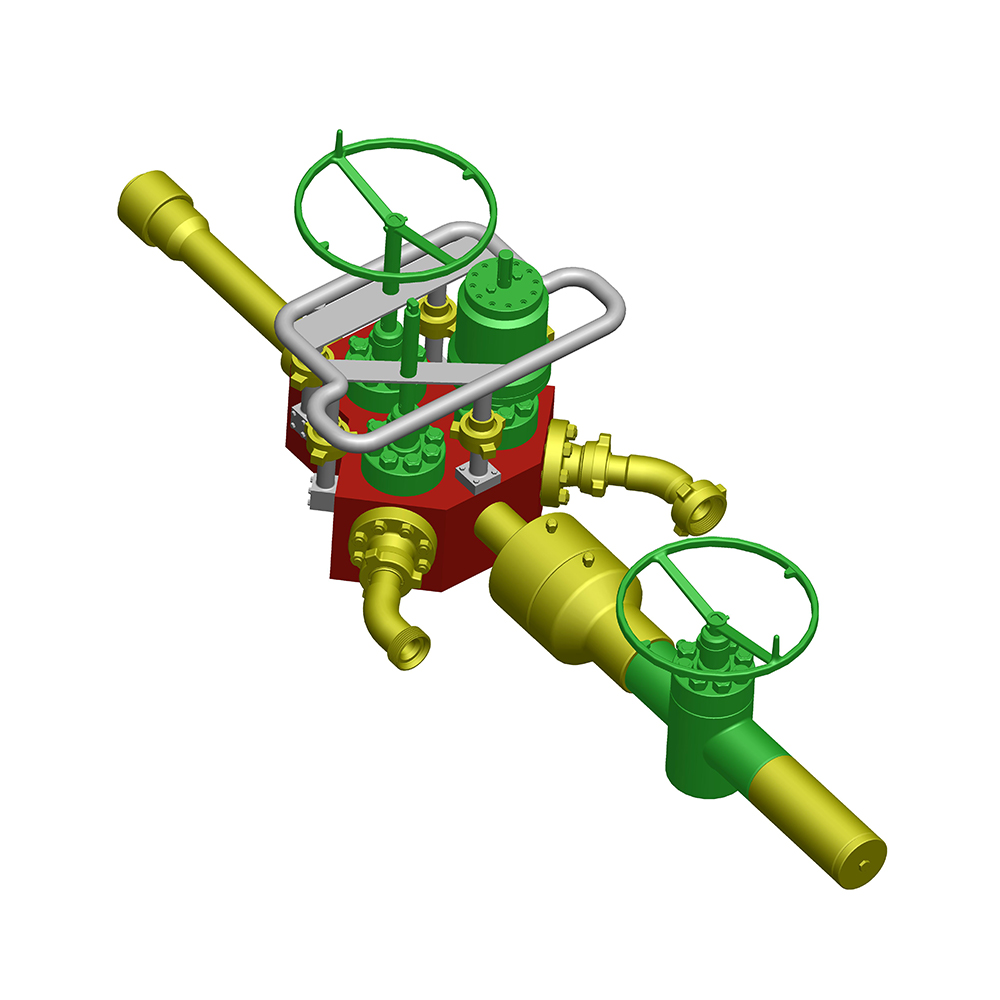
ম্যানুয়াল ভালভের জন্য একজন অপারেটরের প্রয়োজন হয় যাতে সেগুলিকে সাইটে শারীরিকভাবে খোলা বা বন্ধ করা যায়, যখন অ্যাকচুয়েটেড ভালভগুলি হাইড্রোলিক, নিউম্যাটিক বা বৈদ্যুতিক অ্যাকুয়েটরগুলির মাধ্যমে দূরবর্তীভাবে বা স্বয়ংক্রিয়ভাবে নিয়ন্ত্রণ করা যেতে পারে - একটি পার্থক্য যা জরুরী শাট-ইন পরিস্থিতিতে গুরুত্বপূর্ণ হয়ে ওঠে যেখানে সেকেন্ড গুরুত্বপূর্ণ এবং কর্মীরা নিরাপদে ওয়েলহেডের কাছে যেতে সক্ষম নাও হতে পারে।
| ফ্যাক্টর | ম্যানুয়াল ভালভ | সক্রিয় ভালভ |
| অপারেশন পদ্ধতি | হ্যান্ডহুইল বা লিভার, শুধুমাত্র সাইটে | নিয়ন্ত্রণ ব্যবস্থার মাধ্যমে দূরবর্তী বা স্বয়ংক্রিয় |
| জরুরী প্রতিক্রিয়া গতি | কর্মীদের অ্যাক্সেস এবং ভ্রমণের সময় দ্বারা সীমিত | কাছাকাছি-তাত্ক্ষণিক, কোনো কর্মীদের এক্সপোজার প্রয়োজন নেই |
| প্রাথমিক খরচ | নিম্ন | উচ্চতর, অ্যাকুয়েটর এবং নিয়ন্ত্রণ ব্যবস্থার কারণে |
| রক্ষণাবেক্ষণ জটিলতা | সহজ, কম উপাদান | আরো জটিল; actuator এবং নিয়ন্ত্রণ তারের প্রয়োজন |
| জন্য সবচেয়ে উপযুক্ত | কম ঝুঁকিপূর্ণ, সহজলভ্য কূপ | দূরবর্তী, মানবহীন, বা উচ্চ-ঝুঁকিপূর্ণ কূপ সাইট |
ক্যাপশন: অপারেশন, জরুরী প্রতিক্রিয়া গতি, খরচ, এবং আদর্শ প্রয়োগ জুড়ে ম্যানুয়াল এবং অ্যাকচুয়েটেড ওয়েলহেড ভালভের তুলনা।
ইউএস অকুপেশনাল সেফটি অ্যান্ড হেলথ অ্যাডমিনিস্ট্রেশন (ওএসএএইচএ) এর তেল ও গ্যাস কূপ ড্রিলিং এবং সার্ভিসিং স্ট্যান্ডার্ডের অধীনে ব্লোআউট প্রতিরোধ ব্যবস্থার অংশ হিসাবে ব্যবহৃত ওয়েলহেড ভালভ সহ ভাল নিয়ন্ত্রণের সরঞ্জামগুলিকে সঠিকভাবে রক্ষণাবেক্ষণ এবং পরীক্ষা করা প্রয়োজন। প্রতিটি শাট-ইন ইভেন্টের সময় শারীরিকভাবে উপস্থিত কর্মীদের প্রয়োজন ছাড়াই এই ভাল-নিয়ন্ত্রণ প্রয়োজনীয়তাগুলি মেনে চলার জন্য বিশেষত মনুষ্যবিহীন কূপ সাইটগুলিতে দূরবর্তী এবং স্বয়ংক্রিয় কার্যকারিতা ক্রমবর্ধমান সাধারণ হয়ে উঠেছে।
কত ঘন ঘন ওয়েলহেড ভালভ পরিদর্শন এবং পরীক্ষা করা উচিত?
ওয়েলহেড ভালভগুলি কার্য-পরীক্ষিত এবং চাক্ষুষরূপে নিয়ন্ত্রক প্রয়োজনীয়তা এবং অপারেটরের ঝুঁকি মূল্যায়ন দ্বারা সংজ্ঞায়িত একটি পুনরাবৃত্ত সময়সূচীতে পরিদর্শন করা উচিত, মাস্টার ভালভ এবং পৃষ্ঠ সুরক্ষা ভালভগুলি সাধারণত জরুরী শাট-ইন-এ গুরুত্বপূর্ণ ভূমিকার কারণে উইং বা ব্লিড ভালভের চেয়ে বেশি ঘন ঘন পরীক্ষা করা হয়।
- দৈনিক বা শিফট-ভিত্তিক ভিজ্যুয়াল চেক — ফিল্ড কর্মীরা সাধারণত সাইটের রুটিন রাউন্ডের সময় ফাঁস, ক্ষয় বা ক্ষতির জন্য দ্রুত ভিজ্যুয়াল পরিদর্শন করে।
- পর্যায়ক্রমিক ফাংশন পরীক্ষা — মাস্টার এবং সেফটি ভালভগুলিকে একটি নির্দিষ্ট ব্যবধানে সাইকেল করা হয় (খোলা এবং বন্ধ) নিশ্চিত করার জন্য যে তারা জব্দ করেনি এবং অ্যাকচুয়েশন সিগন্যালগুলিতে সঠিকভাবে প্রতিক্রিয়া জানায়।
- কাজের সময় চাপ পরীক্ষা - যখনই হস্তক্ষেপ বা কাজের জন্য একটি কূপ আনা হয়, ভালভগুলি সাধারণত চাপ-পরীক্ষিত হয় তা নিশ্চিত করার জন্য যে তারা ফুটো ছাড়াই রেটযুক্ত চাপ ধরে রেখেছে।
- বার্ষিক বা দ্বিবার্ষিক ব্যাপক পরিদর্শন — একটি আরও পুঙ্খানুপুঙ্খ পরিদর্শন, প্রায়শই পরিধান, ক্ষয় বা সিলিং কার্যক্ষমতা হ্রাসের লক্ষণগুলি দেখানো ভালভগুলির জন্য অভ্যন্তরীণ উপাদান পর্যালোচনা সহ।
ওয়েলহেড ভালভ ব্যর্থতার কারণ কী?
ওয়েলহেড ভালভের ব্যর্থতার সবচেয়ে সাধারণ কারণগুলি হল বালি বা কণা-বোঝাই উৎপাদন তরল থেকে ক্ষয়, টক বা ক্ষয়কারী কূপের তরল থেকে ক্ষয়, সময়ের সাথে সাথে সীলের ক্ষয় এবং বিরল অপারেশন বা অপর্যাপ্ত তৈলাক্তকরণের ফলে যান্ত্রিক খিঁচুনি।
| ব্যর্থতার কারণ | সাধারণ লক্ষণ | প্রতিরোধমূলক ব্যবস্থা |
| ক্ষয় (বালি/কণা) | পিটিং, অভ্যন্তরীণ পৃষ্ঠতল পাতলা করা | বালি পর্দা, ক্ষয়-প্রতিরোধী ছাঁটা উপকরণ |
| ক্ষয় (টক পরিষেবা) | সারফেস পিটিং, উপাদান ক্ষত | সঠিক API উপাদান শ্রেণী নির্বাচন (NACE-সঙ্গত) |
| সীল অবনতি | ধীর লিক, বন্ধ ভালভ জুড়ে চাপ হ্রাস | নির্ধারিত সীল প্রতিস্থাপন, সঠিক ইলাস্টোমার নির্বাচন |
| যান্ত্রিক খিঁচুনি | ভালভ স্বাভাবিক শক্তির অধীনে খোলা/বন্ধ হবে না | নিয়মিত ফাংশন-চক্র পরীক্ষা, সঠিক তৈলাক্তকরণ |
| অনুপযুক্ত ইনস্টলেশন টর্ক | ফ্ল্যাঞ্জ ফুটো, অকাল সীল পরিধান | সঠিকভাবে প্রস্তুতকারকের টর্ক স্পেসিফিকেশন অনুসরণ করুন |
ক্যাপশন: ওয়েলহেড ভালভ ব্যর্থতার প্রধান কারণ, তাদের সাধারণ লক্ষণ এবং প্রতিটি এড়াতে ব্যবহৃত প্রতিরোধমূলক ব্যবস্থা।
কিভাবে উপাদান নির্বাচন ওয়েলহেড ভালভ কর্মক্ষমতা প্রভাবিত করে
ওয়েলহেড ভালভের জন্য সঠিক বডি, ট্রিম এবং সিল ম্যাটেরিয়াল নির্বাচন করা ওয়েল ডিজাইনের সবচেয়ে ফলপ্রসূ সিদ্ধান্তগুলির মধ্যে একটি, যেহেতু একটি টক, ক্ষয়কারী বা উচ্চ-তাপমাত্রার কূপে ভুল উপাদান পছন্দ একটি ভালভের রেট করা সার্ভিস লাইফের আগেই ব্যর্থ হতে পারে।
হাইড্রোজেন সালফাইড (টক পরিষেবা) উত্পাদনকারী কূপের জন্য, NACE ইন্টারন্যাশনাল (এখন AMPP-এর অংশ) দ্বারা যৌথভাবে প্রকাশিত এবং API 6A-এর মধ্যে উল্লেখ করা উপাদানের মানগুলি বিশেষভাবে সালফাইড স্ট্রেস ক্র্যাকিং প্রতিরোধ করার জন্য ডিজাইন করা কঠোরতা এবং ধাতুবিদ্যার প্রয়োজনীয়তাগুলি নির্দিষ্ট করে, একটি ব্যর্থতা মোড যা অনুপযুক্তভাবে নির্দিষ্ট সময়ের মধ্যে H2 ধাতুর সময় অনুপযুক্তভাবে ভঙ্গুর ফাটল সৃষ্টি করতে পারে। একটি ভালভ বডি এবং ট্রিম নির্বাচন করা যা এই টক-পরিষেবা উপাদানের প্রয়োজনীয়তাগুলি পূরণ করে তা যোগ্য কূপের ক্ষেত্রে ঐচ্ছিক নয় - এটি একটি মৌলিক সুরক্ষা প্রয়োজনীয়তা যা কূপ নকশার প্রাথমিক স্তর থেকে স্পেসিফিকেশন প্রক্রিয়ার মধ্যে তৈরি করা হয়েছে।
কোন কারণগুলি একটি নির্দিষ্ট কূপের জন্য সঠিক ওয়েলহেড ভালভ নির্ধারণ করে?
সঠিক ওয়েলহেড ভালভ নির্বাচন করার জন্য পাঁচটি পরস্পর নির্ভরশীল কারণকে একসাথে মূল্যায়ন করা প্রয়োজন — চাপের রেটিং, তাপমাত্রার রেটিং, উত্পাদিত তরলের সাথে উপাদানের সামঞ্জস্য, প্রত্যাশিত প্রবাহের হারের সাপেক্ষে বোরের আকার, এবং ম্যানুয়াল বনাম অ্যাকচুয়েটেড নিয়ন্ত্রণের জন্য অপারেশনাল প্রয়োজন — যেহেতু একটি ফ্যাক্টরকে অপ্টিমাইজ করার সময় অন্যগুলিকে উপেক্ষা করার সময় একটি ভালভাবে কম-সুরক্ষিতভাবে উচ্চ-প্রতিষ্ঠানের সাথেও ইনস্টল করা যেতে পারে।
- জলাধার চাপ ডেটা — প্রকৌশলীরা ন্যূনতম প্রয়োজনীয় API 6A চাপ শ্রেণী নির্ধারণের জন্য আনুমানিক বা পরিমাপ করা বটমহোল এবং পৃষ্ঠের চাপ ব্যবহার করে, সর্বদা সঠিক প্রত্যাশিত মান ডিজাইন করার পরিবর্তে সর্বাধিক প্রত্যাশিত পৃষ্ঠের চাপের উপরে একটি সুরক্ষা মার্জিন দিয়ে নির্দিষ্ট করে।
- উত্পাদিত তরল রচনা — হাইড্রোজেন সালফাইড, কার্বন ডাই অক্সাইড, জল কাটা, বা ঘষিয়া তুলিয়া ফেলিতে সক্ষম বালি উপাদানের উপস্থিতি সরাসরি প্রয়োজনীয় উপাদান শ্রেণী নির্ধারণ করে এবং NACE-সঙ্গী টক-পরিষেবা উপকরণ বাধ্যতামূলক কিনা।
- বোরের আকার এবং প্রবাহের হার — কূপের প্রত্যাশিত প্রবাহ হারের জন্য একটি ভালভ বোর খুব ছোট হলে অপ্রয়োজনীয় চাপ কমে যায় এবং ক্ষয় ত্বরান্বিত হয়, যখন একটি বড় বোর ওয়েলহেড সমাবেশে অপ্রয়োজনীয় খরচ এবং ওজন যোগ করে।
- সাইট অ্যাক্সেসিবিলিটি এবং ঝুঁকি প্রোফাইল — দূরবর্তী, মনুষ্যবিহীন, বা উচ্চ-পরিণামযুক্ত কূপগুলি সাধারণত সক্রিয় ভালভের অতিরিক্ত খরচকে ন্যায্যতা দেয়, যখন সহজে অ্যাক্সেসযোগ্য, কম-ঝুঁকির কূপগুলি স্বল্প প্রতিক্রিয়া প্রয়োজনীয়তা সহ ম্যানুয়াল ভালভ দ্বারা পর্যাপ্তভাবে পরিবেশন করা যেতে পারে।
- প্রত্যাশিত ভাল জীবন এবং হস্তক্ষেপ পরিকল্পনা — কূপগুলি সোয়াব ভালভ কনফিগারেশন এবং বোরের আকারগুলি থেকে ঘন ঘন ওয়ার্কওভার বা ওয়্যারলাইন হস্তক্ষেপের সুবিধা ভোগ করবে বলে আশা করা হচ্ছে যা কূপের জীবন ধরে বারবার টুল অ্যাক্সেসকে সহজ করে।
যেহেতু এই কারণগুলি মিথস্ক্রিয়া করে, বেশিরভাগ অপারেটর স্পেসিফিকেশন প্রক্রিয়া চলাকালীন ভালভ নির্বাচনকে সম্পূর্ণরূপে যান্ত্রিক বা সম্পূর্ণরূপে অফ-দ্য-শেল্ফ ক্যাটালগ সিদ্ধান্ত হিসাবে বিবেচনা করার পরিবর্তে জলাধার ইঞ্জিনিয়ার এবং ওয়েলহেড সরঞ্জাম বিশেষজ্ঞ উভয়কেই জড়িত করে। একটি ভালভ চাপের জন্য সঠিকভাবে রেট করা হয়েছে কিন্তু টক পরিষেবার জন্য উপাদান শ্রেণীতে অমিল, উদাহরণস্বরূপ, কাগজে পর্যাপ্তভাবে নির্দিষ্ট করা সত্ত্বেও এখনও একটি উল্লেখযোগ্য নিরাপত্তা এবং নির্ভরযোগ্যতার ব্যবধান উপস্থাপন করে।
Wellhead Valves সম্পর্কিত প্রায়শ জিজ্ঞাস্য প্রশ্নাবলী
একটি ওয়েলহেড ভালভ এবং একটি ক্রিসমাস ট্রি মধ্যে পার্থক্য কি?
একটি ওয়েলহেড ভালভ একটি পৃথক উপাদান, যখন একটি ক্রিসমাস ট্রি হল ভালভ, স্পুল এবং ফিটিংগুলির সম্পূর্ণ সমাবেশ যা ওয়েলহেডের উপরে মাউন্ট করা হয় যা সম্মিলিতভাবে কূপের প্রবাহকে নিয়ন্ত্রণ করে এবং নির্দেশ করে। "ক্রিসমাস ট্রি" শব্দটি পূর্ণ সমাবেশের শাখা-প্রশাখা, মাল্টি-ভালভ চেহারাকে বোঝায়, যার মধ্যে পৃথক ভালভ - মাস্টার, উইং, সোয়াব এবং অন্যান্য - এর উপাদান অংশ হিসাবে কাজ করে।
কেন কূপ একাধিক মাস্টার ভালভ প্রয়োজন?
অনেক ওয়েলহেড কনফিগারেশনের মধ্যে একটি প্রাথমিক এবং একটি সেকেন্ডারি মাস্টার ভালভ উভয়ই অন্তর্ভুক্ত থাকে বিশেষত রিডানডেন্সি প্রদানের জন্য — যদি প্রাথমিক ভালভ সম্পূর্ণরূপে সীলমোহর করতে ব্যর্থ হয় বা রক্ষণাবেক্ষণের প্রয়োজন হয়, সেকেন্ডারি ভালভ এখনও সম্পূর্ণ ভাল বিচ্ছিন্নতা প্রদান করে। এই অপ্রয়োজনীয়তা একটি মূল ভাল-নিয়ন্ত্রণ নীতি, এটি নিশ্চিত করে যে ওয়েলবোর এবং পৃষ্ঠের মধ্যে কখনও ব্যর্থতার একটি বিন্দু দাঁড়িয়ে না থাকে।
তেল এবং গ্যাস উভয় কূপের জন্য একই ওয়েলহেড ভালভ ব্যবহার করা যেতে পারে?
অনেক ক্ষেত্রে, হ্যাঁ, যদি ভালভের চাপের শ্রেণী, তাপমাত্রার রেটিং, এবং উপাদানের শ্রেণী নির্দিষ্ট কূপের অবস্থার সাথে সঠিকভাবে মিলে যায়, যেহেতু API 6A স্পেসিফিকেশনগুলি তেল, গ্যাস এবং জলের ইনজেকশন কূপগুলিতে জ্বালানী-টাইপ নির্দিষ্ট না হয়ে ব্যাপকভাবে প্রযোজ্য। কূপ বিশেষভাবে তেল বা গ্যাস উৎপন্ন করে কিনা তার চেয়ে কূপের চাপ, তাপমাত্রা এবং তরল গঠন (টক গ্যাস আছে কিনা তা সহ) নির্ধারণকারী কারণগুলি।
প্রতিস্থাপনের আগে ওয়েলহেড ভালভ সাধারণত কতক্ষণ স্থায়ী হয়?
ভাল অবস্থা, তরল রচনা এবং রক্ষণাবেক্ষণের অনুশীলনের উপর ভিত্তি করে পরিষেবা জীবন যথেষ্ট পরিবর্তিত হয়, তবে মানক উপকূলীয় পরিষেবাতে সঠিকভাবে নির্দিষ্ট এবং রক্ষণাবেক্ষণ করা ওয়েলহেড ভালভগুলি প্রায়শই বহু বছর ধরে চালু থাকে, সীল এবং পরিধানের উপাদানগুলি সাধারণত ভালভ বডির চেয়ে বেশি ঘন ঘন প্রতিস্থাপনের প্রয়োজন হয়। টক পরিষেবা, উচ্চ ক্ষয়, বা খারাপভাবে রক্ষণাবেক্ষণ করা ভালভগুলি সৌম্য ভাল অবস্থায় ভালভাবে রক্ষণাবেক্ষণ করা সরঞ্জামগুলির তুলনায় উল্লেখযোগ্যভাবে সংক্ষিপ্ত পরিষেবা জীবন দেখতে পারে।
কূপ উৎপাদনের সময় একটি ওয়েলহেড ভালভ ব্যর্থ হলে কি হবে?
উত্পাদনের সময় একটি ওয়েলহেড ভালভের ব্যর্থতা একটি ছোটখাট ফুটো থেকে শুরু করে একটি গুরুতর ভাল-নিয়ন্ত্রণ ইভেন্ট পর্যন্ত হতে পারে যদি ব্যর্থ ভালভটি বিচ্ছিন্নতার প্রাথমিক উপায় হয় এবং কোনও অপ্রয়োজনীয় ভালভ গ্রহণ করার জন্য উপলব্ধ না থাকে। ঠিক এই কারণেই ওয়েলহেড সিস্টেমগুলিকে একাধিক স্বাধীন ভালভ অবস্থানের সাথে ডিজাইন করা হয়েছে এবং কেন নিয়মিত ফাংশন পরীক্ষাকে ঐচ্ছিক পরিদর্শনের পরিবর্তে একটি সমালোচনামূলক, অ-আলোচনাযোগ্য রক্ষণাবেক্ষণের কাজ হিসাবে বিবেচনা করা হয়।
ওয়েলহেড ভালভ একটি নির্দিষ্ট শিল্প মান দ্বারা নিয়ন্ত্রিত হয়?
হ্যাঁ — তেল এবং গ্যাস অ্যাপ্লিকেশনগুলিতে ব্যবহৃত ওয়েলহেড ভালভগুলি সাধারণত আমেরিকান পেট্রোলিয়াম ইনস্টিটিউট দ্বারা প্রকাশিত API স্পেসিফিকেশন 6A-তে ডিজাইন, পরীক্ষিত এবং প্রত্যয়িত হয়, যা চাপের শ্রেণী, তাপমাত্রার রেটিং, উপাদান শ্রেণী এবং পরীক্ষার প্রয়োজনীয়তা সংজ্ঞায়িত করে। অনেক বিচারব্যবস্থাও ভাল-নিয়ন্ত্রণ সরঞ্জামগুলির জন্য তাদের নিজস্ব নিয়ন্ত্রক প্রয়োজনীয়তার রেফারেন্স দ্বারা API 6A অন্তর্ভুক্ত করে, এটিকে ওয়েলহেড সরঞ্জামের স্পেসিফিকেশনের জন্য ডি ফ্যাক্টো গ্লোবাল বেসলাইন স্ট্যান্ডার্ড করে তোলে।
উপসংহার
ওয়েলহেড ভালভগুলি সাধারণ অন/অফ ফিটিংগুলির চেয়ে অনেক বেশি — তারা যথার্থ-ইঞ্জিনিয়ারড, মান-সম্মত উপাদান যা ভাল নিয়ন্ত্রণে প্রতিরক্ষার প্রথম এবং সবচেয়ে গুরুত্বপূর্ণ লাইন গঠন করে। গেট, বল, চোক, এবং চেক ভালভের মধ্যে পার্থক্য বোঝা, কীভাবে চাপ এবং উপাদানের শ্রেণী নির্ধারণ করা হয় এবং কেন ম্যানুয়াল এবং অ্যাকচুয়েটেড ভালভের প্রত্যেকের স্থান রয়েছে তা অপারেটর এবং ইঞ্জিনিয়ারদের ওয়েলহেড সিস্টেমগুলিকে নির্দিষ্ট, রক্ষণাবেক্ষণ এবং পরিচালনা করার জন্য প্রয়োজনীয় ভিত্তি দেয়।
একটি একক উপকূলীয় কূপ বা উত্পাদন সম্পদের একটি সম্পূর্ণ ক্ষেত্র পরিচালনা করা হোক না কেন, ওয়েলহেড ভালভ নির্বাচন, পরিদর্শন এবং রক্ষণাবেক্ষণকে একটি অবিচ্ছিন্ন নিরাপত্তা অগ্রাধিকার হিসাবে বিবেচনা করা হোক - এককালীন ইনস্টলেশন সিদ্ধান্তের পরিবর্তে - এটি একটি ভাল-চালিত অপারেশনকে প্রতিরোধযোগ্য, উচ্চ-পরিণাম ব্যর্থতার মুখোমুখি হওয়া থেকে আলাদা করে৷