A গেট ভালভ একটি রৈখিক-মোশন আইসোলেশন ডিভাইস যা পাইপলাইন বোরের সাথে লম্বভাবে ফ্ল্যাট বা ওয়েজ-আকৃতির গেটকে বাড়িয়ে বা কমিয়ে প্রবাহ নিয়ন্ত্রণ করে — এবং তেল নিষ্কাশনের ক্ষেত্রে, এটি বড়-ব্যাস, উচ্চ-চাপের প্রধান লাইন বিচ্ছিন্নতার জন্য প্রভাবশালী ভালভের ধরণ হিসাবে রয়ে গেছে যেখানে পূর্ণ, বাধাহীন প্রবাহের প্রয়োজন হয় এবং ঘন ঘন অপারেশন হয় না। অনুযায়ী গ্লোবাল ভালভ মার্কেট রিপোর্ট 2023 (মার্কেটস্যান্ডমার্কেট) , গেট ভালভ আনুমানিক জন্য অ্যাকাউন্ট সমস্ত ভালভের 28% ইউনিট ভলিউম দ্বারা তেল এবং গ্যাস আপস্ট্রিম সেক্টরে বিক্রি হয় , বল ভালভের পরেই দ্বিতীয়, এই অংশটির মূল্য $2.1 বিলিয়ন বার্ষিক। একটি গেট ভালভ ঠিক কী, এটি কীভাবে কাজ করে এবং এটি একটি তেলক্ষেত্র সিস্টেমে কোথায় তা বোঝা প্রতিটি ড্রিলিং ইঞ্জিনিয়ার, প্রোডাকশন সুপারভাইজার এবং প্রকিউরমেন্ট বিশেষজ্ঞের জন্য মৌলিক জ্ঞান।
একটি গেট ভালভ কি এবং এটি কিভাবে কাজ করে?
A গেট ভালভ একটি গেট সরানোর মাধ্যমে কাজ করে — একটি ফ্ল্যাট ডিস্ক বা টেপারড ওয়েজ — প্রবাহের দিকে লম্ব, হয় সম্পূর্ণরূপে বনেট গহ্বরে প্রত্যাহার করে (পুরোপুরি খোলা) অথবা বোরকে সম্পূর্ণরূপে ব্লক করে (সম্পূর্ণ বন্ধ)। একটি বল ভালভের বিপরীতে যা 90 ডিগ্রি ঘোরে, একটি গেট ভালভের জন্য খোলা এবং বন্ধ অবস্থানের মধ্যে যাতায়াতের জন্য হ্যান্ডহুইল বা অ্যাকচুয়েটর স্টেমের একাধিক পূর্ণ বাঁক প্রয়োজন, তাই এটি একটি হিসাবে শ্রেণীবদ্ধ করা হয় মাল্টি-টার্ন ভালভ . সম্পূর্ণরূপে খোলা অবস্থায়, গেটটি প্রবাহ পথের উপরে বনেটের মধ্যে সম্পূর্ণরূপে প্রত্যাহার করে, কার্যত শূন্য চাপের ড্রপ সহ একটি বাধাহীন, পূর্ণ-বোর প্যাসেজ রেখে যায় — উচ্চ-প্রবাহ অপরিশোধিত তেল ট্রাঙ্ক লাইনের একটি গুরুত্বপূর্ণ সুবিধা যেখানে এমনকি একটি ছোট সীমাবদ্ধতা পরিমাপযোগ্য উত্পাদন ক্ষতির কারণ হয়।
তেলক্ষেত্রের মূল উপাদান গেট ভালভ হয়:
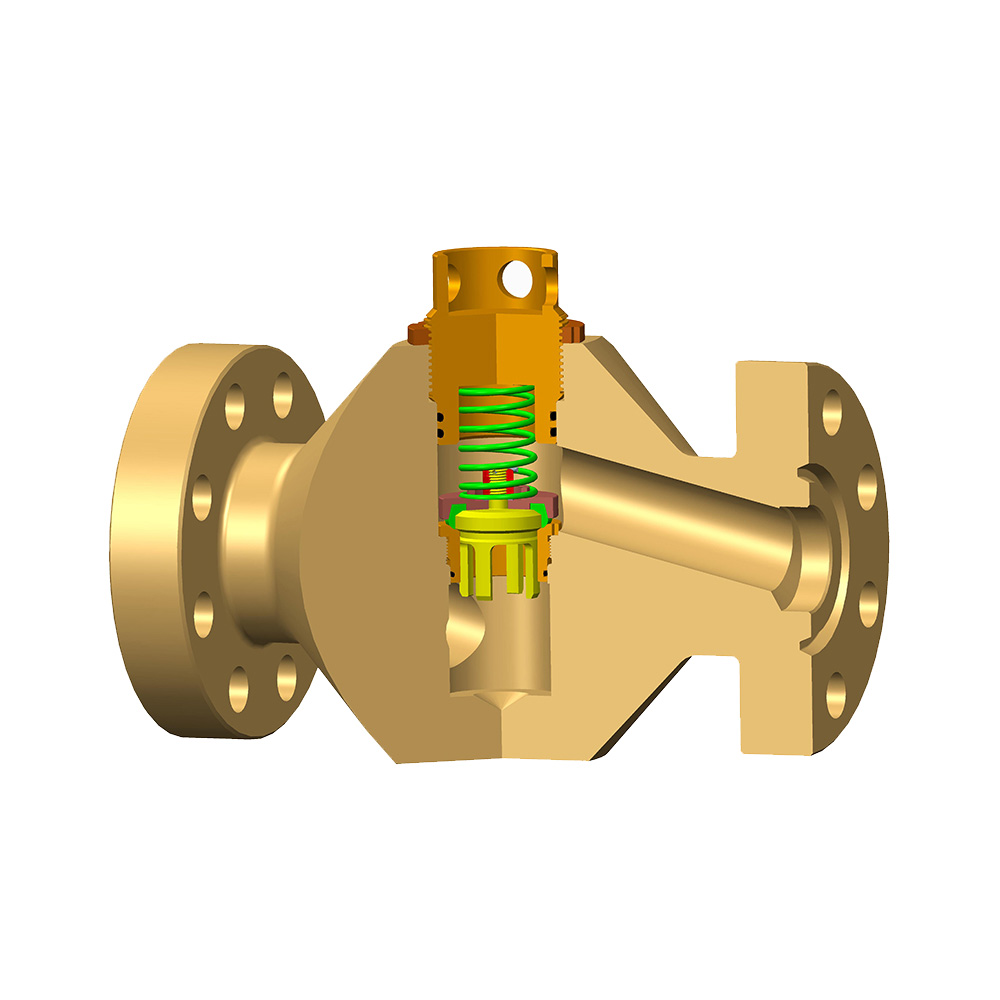
- ভালভ বডি: চাপ-ধারণকারী শেল, সাধারণত কার্বন স্টিল (ASTM A105), অ্যালয় স্টিল (ASTM A182 F22), বা স্টেইনলেস স্টিল থেকে নকল করা হয়। বডিতে ফ্লো পোর্ট এবং সিট রয়েছে এবং সম্পূর্ণ পাইপলাইন প্রেসার রেটিং বহন করে — চরম HPHT ওয়েলহেড পরিষেবাতে 20,000 psi পর্যন্ত।
- গেট (ডিস্ক): স্লাইডিং ক্লোজার উপাদান। সলিড ওয়েজ গেটস, ফ্লেক্সিবল ওয়েজ গেটস, স্প্লিট ওয়েজ গেটস এবং প্যারালাল স্ল্যাব গেট হল পেট্রোলিয়াম সার্ভিসে ব্যবহৃত চারটি প্রধান ভেরিয়েন্ট, প্রত্যেকটি আলাদা আলাদা সিলিং বৈশিষ্ট্য এবং তাপ বাইন্ডিং প্রতিরোধ করে।
- আসন: শরীরের ভিতরে দুটি বসার সারফেস যার বিরুদ্ধে গেট বন্ধ হয়ে গেলে সিল করা হয়। অয়েলফিল্ড সার্ভিসে, আসনগুলি অবিচ্ছেদ্য (শরীর থেকে মেশিনযুক্ত), সন্নিবেশিত (প্রতিস্থাপনযোগ্য রিং), বা বালি-বোঝাই অপরিশোধিত ক্ষয় প্রতিরোধ করার জন্য স্টেলাইট বা টাংস্টেন কার্বাইড দিয়ে শক্ত মুখোমুখি।
- কান্ড: গেটের রৈখিক গতিতে হ্যান্ডহুইল বা অ্যাকচুয়েটর থেকে ঘূর্ণন ঘূর্ণন ঘূর্ণন সঞ্চালন করে। রাইজিং-স্টেম ডিজাইন দৃশ্যত ভালভের অবস্থান নির্দেশ করে (খোলে যখন স্টেম উঠে যায়); নন-রাইজিং-স্টেম ডিজাইন স্টেমটিকে সম্পূর্ণরূপে আবদ্ধ রাখে — যেখানে অফশোর প্ল্যাটফর্মে উচ্চতা ছাড়পত্র সীমিত সেখানে পছন্দ করা হয়।
- বনেট: উপরের ক্লোজার যা শরীরের গহ্বরকে সিল করে এবং স্টেমকে গাইড করে। বোল্টেড বনেটগুলি বেশিরভাগ তেলক্ষেত্র পরিষেবার জন্য আদর্শ; চাপ-সিল বনেটগুলি 900# (ASME ক্লাস 900) এর উপরে ব্যবহার করা হয় যেখানে বনেট ফুটো হওয়ার ঝুঁকি সবচেয়ে বেশি।
- প্যাকিং এবং গ্রন্থি: স্টেম সিলিং সিস্টেম যা বাহ্যিক ফুটো প্রতিরোধ করে। H2S টক-গ্যাস পরিষেবাতে, প্যাকিং উপকরণ এবং গ্রন্থি নকশা মেনে চলতে হবে NACE MR0175 / আইএসও 15156 সালফাইড স্ট্রেস ক্র্যাকিং এবং বিষাক্ত H2S রিলিজ প্রতিরোধ করতে।
তেল নিষ্কাশনে ব্যবহৃত গেট ভালভের প্রকার
পাঁচজন অধ্যক্ষ আছেন গেট ভালভ আপস্ট্রিম তেল অপারেশন জুড়ে ডিজাইন করা হয়েছে, প্রতিটি চাপ, তাপমাত্রা, তরল প্রকার এবং সাইক্লিং ফ্রিকোয়েন্সির একটি নির্দিষ্ট সংমিশ্রণকে মোকাবেলা করার জন্য ইঞ্জিনিয়ার করা হয়েছে।
1. কঠিন কীলক গেট ভালভ
কঠিন কীলক হল সবচেয়ে সহজ এবং সর্বাধিক ব্যবহৃত গেট ভালভ তেলক্ষেত্র পরিষেবাতে নকশা। একটি একক-টুকরো টেপারড গেট শরীরের দুটি কোণযুক্ত আসনের বিপরীতে আসন করে, যা একটি বিস্তৃত চাপ এবং তাপমাত্রা পরিসীমা জুড়ে নির্ভরযোগ্য সিলিং প্রদান করে। সলিড ওয়েজ ডিজাইনগুলি ASME ক্লাস 2500 (100°F এ প্রায় 6,250 psi) পর্যন্ত অ-ক্ষয়কারী অপরিশোধিত তেল পরিষেবার জন্য আদর্শ। তাদের সীমাবদ্ধতা হল থার্মাল বাইন্ডিং এর জন্য সংবেদনশীলতা — গরম পরিষেবাতে, গেট এবং বডির মধ্যে ডিফারেনশিয়াল থার্মাল এক্সপেনশন গেটটিকে সিটের বিপরীতে লক করে দিতে পারে, ভালভ খোলা অসম্ভব করে তোলে। এই কারণেই কঠিন ওয়েজ ভালভগুলি খুব কমই বাষ্প-ইনজেকশন বা উচ্চ-তাপমাত্রা (500° ফারেনহাইটের উপরে) ভাল পরিষেবার জন্য নির্দিষ্ট করা হয়।
2. নমনীয় কীলক গেট ভালভ
নমনীয় কীলকের গেটের মধ্যে একটি পরিধিযুক্ত খাঁজ কাটা আছে যা দুটি বসার মুখকে স্বাধীনভাবে নমনীয় করতে দেয়, ছোট আসনের বিভক্তির জন্য ক্ষতিপূরণ দেয় এবং তাপীয় বাঁধন হ্রাস করে। নমনীয় কীলক গেট ভালভs বাষ্প-বন্যা এবং তাপীয় EOR (বর্ধিত তেল পুনরুদ্ধার) ইনজেকশন লাইনের জন্য পছন্দের নকশা যেখানে তাপমাত্রা 650°F (343°C) অতিক্রম করতে পারে। অনুযায়ী ASME B16.34 (2021) , নমনীয় ওয়েজ ডিজাইনগুলি উচ্চ-তাপমাত্রার পরিষেবাতে শক্ত ওয়েজগুলির তুলনায় আরও শক্ত সিলিং অর্জন করে যখন সমান চাপের রেটিং বজায় রাখে।
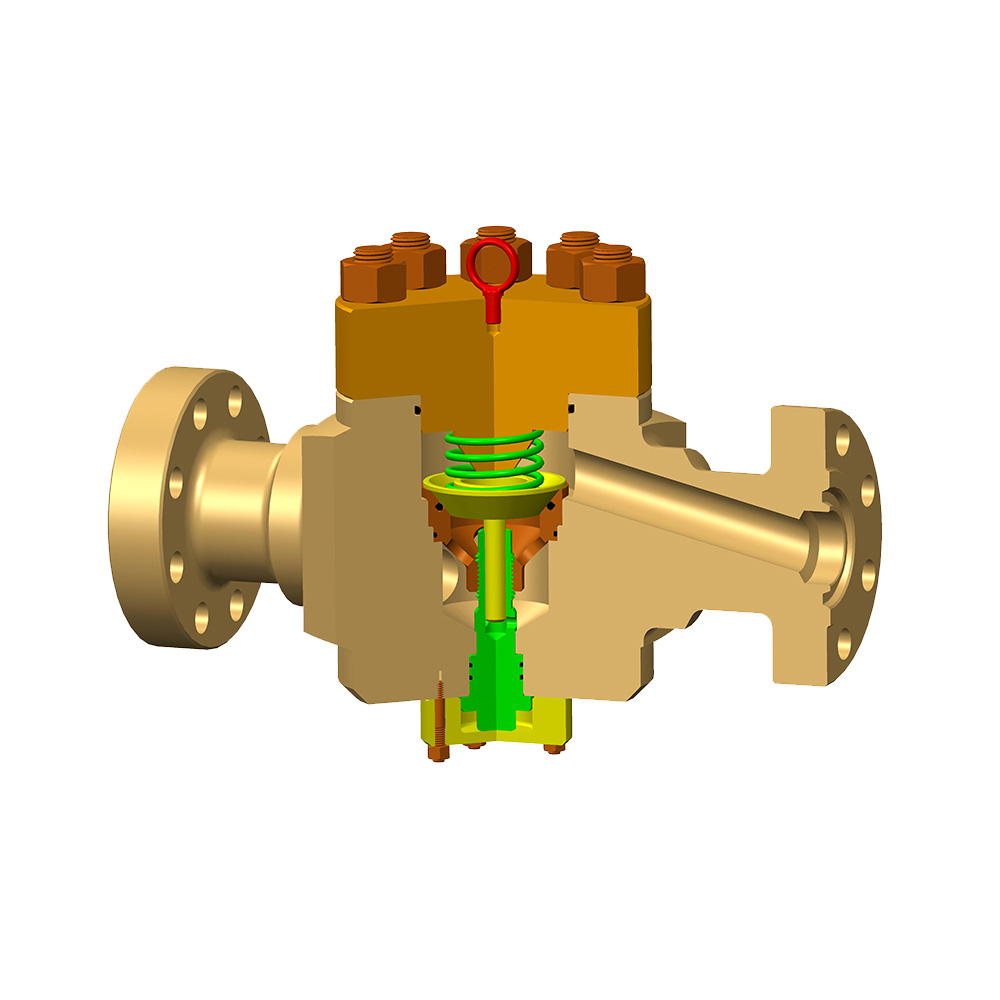
3. সমান্তরাল স্ল্যাব গেট ভালভ (প্রসারিত গেট ভালভ)
সমান্তরাল স্ল্যাব গেট ভালভs দুটি সমান্তরাল গেট সেগমেন্ট ব্যবহার করুন - একটি স্ল্যাব এবং একটি স্পেসার - যা যান্ত্রিকভাবে বদ্ধ অবস্থানে উভয় আসনকে একই সাথে যুক্ত করার জন্য ছড়িয়ে পড়ে, একটি ডাবল-ব্লক সিলিং অ্যাকশন প্রদান করে। এই নকশা জন্য প্রভাবশালী পছন্দ ওয়েলহেড এবং ক্রিসমাস ট্রি পরিষেবা প্রতি API 6A, কারণ এটি থার্মাল বাইন্ডিং সমস্যাকে সম্পূর্ণরূপে দূর করে (গেটটি আসনের বিপরীতে কীলক করে না), পাইপলাইন শূকরগুলিকে ফ্ল্যাট-ফেসড বোরের মধ্য দিয়ে যেতে দেয় এবং 20,000 psi পর্যন্ত চাপে শূন্য-লিকেজ মেটাল-টু-মেটাল সিলিং অর্জন করে। সম্প্রসারণকারী গেট ভালভ হল সর্বোচ্চ স্পেসিফিকেশন গেট ভালভ পেট্রোলিয়াম শিল্পে।
4. ছুরি গেট ভালভ
ছুরি গেট ভালভ একটি পাতলা, তীক্ষ্ণ ধারযুক্ত গেট ব্যবহার করে যা বন্ধ করার জন্য সান্দ্র বা স্লারি ধরনের তরল দিয়ে কেটে যায়। তেলক্ষেত্র অ্যাপ্লিকেশন, ছুরি গেট ভালভs উত্পাদিত-জল শোধনা ব্যবস্থা, ড্রিলিং কাদা হ্যান্ডলিং, এবং কাটিং স্লারি লাইনে ব্যবহৃত হয় যেখানে প্রচলিত কীলক গেটগুলি শরীরের গহ্বরে কঠিন পদার্থ জমা করে প্লাগ করা হবে। এগুলি উচ্চ-চাপের পরিষেবার জন্য উপযুক্ত নয় — সর্বাধিক রেট দেওয়া চাপ সাধারণত 150 psi থেকে 300 psi হয় — তবে নিম্ন-চাপ, উচ্চ-সলিড তরল পরিচালনার ক্ষেত্রে অত্যন্ত কার্যকর।
5. মাধ্যমে-নালী গেট ভালভ
মাধ্যমে-নালী গেট ভালভs গেটের মধ্যেই একটি ফুল-বোর খোলার বৈশিষ্ট্য রয়েছে, যাতে ভালভ খোলা থাকলে, প্রবাহের পথটি গেটের উপর দিয়ে না যায়। এটি শরীরের গহ্বরের পকেট দূর করে যেখানে প্রচলিত গেট ডিজাইনে কঠিন পদার্থ, মোম বা হাইড্রেট জমা হতে পারে। মাধ্যমে-নালী নকশা ব্যাপকভাবে জন্য নির্দিষ্ট করা হয় অপরিশোধিত তেল রপ্তানি পাইপলাইন এবং শূকর গ্রহণ অ্যাপ্লিকেশন যেখানে অভ্যন্তরীণ পরিচ্ছন্নতা এবং পিগবেবিলিটি বাধ্যতামূলক। এগুলি সমাহিত উপকূলীয় পাইপলাইন আইসোলেশন স্টেশনগুলিতেও ব্যবহৃত হয় যেখানে ভালভ গহ্বর নিষ্কাশন অব্যবহার্য।
গেট ভালভ বনাম বল ভালভ বনাম গ্লোব ভালভ: তেল নিষ্কাশনের জন্য কোনটি সঠিক?
তেলক্ষেত্র প্রয়োগের জন্য ভুল ভালভের ধরন নির্বাচন করা হল সবচেয়ে সাধারণ এবং ব্যয়বহুল ক্রয় ত্রুটিগুলির মধ্যে একটি — যেখানে একটি বল ভালভের প্রয়োজন হয় সেখানে নির্দিষ্ট করা একটি গেট ভালভ একটি ব্যর্থ ESD প্রতিক্রিয়ার অর্থ হতে পারে, যেখানে একটি বল ভালভ যেখানে একটি গেট ভালভ আছে সেখানে নির্দিষ্ট করা অপ্রয়োজনীয় খরচ যোগ করে৷ নীচের টেবিলটি API 6D, API 6A, এবং ASME B16.34 পরিষেবার প্রয়োজনীয়তার উপর ভিত্তি করে একটি সরাসরি প্রযুক্তিগত তুলনা প্রদান করে:
| মানদণ্ড | গেট ভালভ | বল ভালভ | গ্লোব ভালভ |
|---|---|---|---|
| অপারেটিং মোশন | মাল্টি-টার্ন লিনিয়ার (ধীরে) | কোয়ার্টার-টার্ন রোটারি (দ্রুত) | মাল্টি-টার্ন লিনিয়ার (ধীরে) |
| প্রবাহ প্রতিরোধ (সম্পূর্ণ খোলা) | খুব কম (সম্পূর্ণ বোর) | খুব কম (সম্পূর্ণ বোর ডিজাইন) | উচ্চ (এস-আকৃতির প্রবাহ পথ) |
| জরুরী শাটডাউন (ESD) | উপযুক্ত নয় (খুব ধীর) | চমৎকার (1 সেকেন্ডের নিচে) | উপযুক্ত নয় |
| থ্রটলিং / প্রবাহ নিয়ন্ত্রণ | প্রস্তাবিত নয় (ক্ষয়ের ঝুঁকি) | প্রস্তাবিত নয় (স্ট্যান্ডার্ড বোর) | চমৎকার |
| সর্বোচ্চ চাপ (API রেট করা) | 20,000 psi পর্যন্ত (API 6A) | 15,000 psi পর্যন্ত (API 6A) | 6,000 psi পর্যন্ত (ASME 2500#) |
| পিগেবল (শূকর প্যাসেজ) | হ্যাঁ (নালী নকশার মাধ্যমে) | হ্যাঁ (ফুল বোর ডিজাইন) | না |
| সাইকেল ফ্রিকোয়েন্সি উপযুক্ততা | কম (কদাচিৎ বিচ্ছিন্নতা) | উচ্চ (10,000 চক্র) | মাঝারি |
| আপেক্ষিক ক্রয় খরচ (একই আকার/শ্রেণী) | নিম্ন-মাঝারি | মাঝারি–high | মাঝারি |
| থার্মাল বাঁধাই ঝুঁকি | হ্যাঁ (কঠিন কীলকের ধরন) | না | না |
| তেল নিষ্কাশন সেরা ব্যবহারের ক্ষেত্রে | বড় বোর মেইনলাইন আইসোলেশন, ওয়েলহেড মাস্টার ভালভ (প্রসারিত গেট) | ইএসডি, ওয়েলহেড উইং ভালভ, সাবসি আইসোলেশন | রাসায়নিক ইনজেকশন প্রবাহ নিয়ন্ত্রণ, ইউটিলিটি সিস্টেম |
সারণী 1: তেল নিষ্কাশন পরিষেবার জন্য গেট ভালভ, বল ভালভ এবং গ্লোব ভালভের প্রযুক্তিগত তুলনা। API 6A, API 6D, এবং ASME B16.34 স্পেসিফিকেশনের উপর ভিত্তি করে ডেটা।
যেখানে গেট ভালভ ব্যবহার করা হয় তেল নিষ্কাশন মান চেইন জুড়ে
গেট ভালভ প্রতিটি আপস্ট্রিম তেল উৎপাদন ব্যবস্থায় নির্দিষ্ট, সু-সংজ্ঞায়িত স্থানে উপস্থিত হয় — বেছে নেওয়া হয়নি কারণ তারা সর্বজনীনভাবে উচ্চতর, কিন্তু কারণ তাদের ফুল-বোর প্রবাহ, উচ্চ-চাপের ক্ষমতা এবং কম-ফ্রিকোয়েন্সি অপারেশনের সমন্বয় মেইনলাইন আইসোলেশন এবং ওয়েলহেড মাস্টার ভালভ পরিষেবার প্রয়োজনীয়তার সাথে মেলে অন্য যেকোন ভালভ ধরনের থেকে ভাল।
ওয়েলহেড মাস্টার ভালভ (সারফেস এবং সাবসিয়া)
ওয়েলহেড মাস্টার ভালভ - জলাধার এবং পৃষ্ঠ উত্পাদন সিস্টেমের মধ্যে প্রাথমিক বিচ্ছিন্ন ভালভ - বেশিরভাগ API 6A-রেটেড ওয়েলহেড অ্যাসেম্বলিতে রয়েছে সমান্তরাল গেট ভালভ প্রসারিত (একটি স্ল্যাব গেট ভালভও বলা হয়)। এই ডিজাইনটি 20,000 psi পর্যন্ত চাপে শূন্য-লিকেজ মেটাল-টু-মেটাল সিলিং প্রদান করে, ভালভ ক্যাভিটি (থ্রু-কন্ডুইট কনফিগারেশনের মাধ্যমে) প্লাগ না করেই বালি এবং স্কেল পরিচালনা করে এবং নিষ্ক্রিয়তার বর্ধিত সময়ের পরেও সিলিং অখণ্ডতা বজায় রাখে - কদাচিৎ কাজ চালানোর জন্য একটি গুরুত্বপূর্ণ প্রয়োজনীয়তা। অনুযায়ী API স্পেসিফিকেশন 6A (2018 সংস্করণ, 2018) , সমস্ত ওয়েলহেড গেট ভালভকে অবশ্যই 1.5 গুণ রেট করা কাজের চাপে একটি হাইড্রোস্ট্যাটিক শেল পরীক্ষা এবং শূন্য দৃশ্যমান ফুটো সহ রেটেড কাজের চাপে একটি আসন পরীক্ষা করতে হবে।
অপরিশোধিত তেল ট্রাঙ্ক লাইন এবং রপ্তানি পাইপলাইন বিচ্ছিন্নতা
বড় ব্যাসের অপরিশোধিত তেল পাইপলাইনে (12 ইঞ্চি থেকে 48 ইঞ্চি নামমাত্র বোর), গেট ভালভs মেইনলাইন ব্লক ভালভ স্টেশন, পিগ ট্র্যাপ আইসোলেশন এবং জরুরী ব্লক অবস্থানের জন্য অর্থনৈতিক পছন্দ। এই বড় আকারে, একটি ট্রুনিয়ন-মাউন্ট করা ফুল-বোর বল ভালভের দাম একটি সমতুল্য API 6D গেট ভালভের চেয়ে 3-5 গুণ বেশি হতে পারে। যেহেতু মেইনলাইন ব্লক ভালভগুলি কদাচিৎ কাজ করে — সাধারণত প্রতি বছরে 12 বারের কম — বল ভালভের গতির সুবিধা অপ্রাসঙ্গিক, গেট ভালভগুলিকে খরচ-অনুকূল নির্বাচন করে তোলে। একটি 24-ইঞ্চি, ক্লাস 600 API 6D থ্রু-কন্ডুইট গেট ভালভ একটি সাধারণ আইসোলেশন স্টেশনে একটি সমতুল্য ফুল-বোর বল ভালভের তুলনায় মূলধন খরচে প্রায় 40% কম, অনুযায়ী পাইপলাইন এবং গ্যাস জার্নাল (2022) দ্বারা প্রকাশিত শিল্প সংগ্রহের বেঞ্চমার্কিং ডেটা .
তুরপুন এবং ওয়েল সমাপ্তি অপারেশন
ড্রিলিংয়ের সময় গেট ভালভগুলি ব্লোআউট প্রতিরোধক (BOP) স্ট্যাক এবং ওয়েলবোর আইসোলেশন সিস্টেমের অবিচ্ছেদ্য অংশ। দ তুরপুন স্পুল গেট ভালভ BOP স্ট্যাকের উপর অবশ্যই ভাল-কিল ফ্লুইড, সিমেন্ট স্লারি, এবং উচ্চ-চাপের গ্যাস কিকগুলি পরিচালনা করতে হবে - সবই একটি একক ভালভে। BOP চোক এবং কিল লাইনে API 16A-রেটেড গেট ভালভগুলিকে অবশ্যই 20,000 psi পর্যন্ত চাপ সহ্য করতে হবে এবং তেলক্ষেত্রের যে কোনও জায়গায় সবচেয়ে চাহিদাপূর্ণ প্রবাহের পরিস্থিতিতে নির্ভরযোগ্যভাবে কাজ করতে হবে। একইভাবে, ভালভাবে সমাপ্তির সময়, গেট ভালভs সমাপ্তি স্ট্রিং বিচ্ছিন্নতা বহুগুণ নিয়ন্ত্রণ অ্যানুলাস তরল সঞ্চালন এবং ক্রিসমাস ট্রি সমীকরণের উপর।
ওয়াটার ইনজেকশন এবং বর্ধিত তেল পুনরুদ্ধার (EOR)
জলের ইনজেকশন সিস্টেম যা জলাধারের চাপ বজায় রাখে বা জলপ্রবাহ EOR প্রয়োগ করে সেগুলি প্রচুর পরিমাণে ব্যবহার করে গেট ভালভs ইনজেকশন শিরোনাম এবং বিতরণ বহুগুণে। ইনজেকশনের চাপ সাধারণত 1,000 থেকে 5,000 psi পর্যন্ত হয়ে থাকে এবং প্রবাহের হার প্রতি ইনজেকশন স্টেশনে প্রতিদিন 100,000 ব্যারেল (bpd) ছাড়িয়ে যেতে পারে, যেখানে বড়-বোরের ভালভের প্রয়োজন হয় যেখানে গেট ভালভের অর্থনীতি বাধ্যতামূলক। বাষ্প-ইনজেকশন তাপীয় EOR (কানাডিয়ান তেল বালির মতো ক্ষেত্রে ভারী তেল উৎপাদনে ব্যবহৃত হয়), নমনীয় কীলকের জন্য গেট ভালভs ASME ক্লাস 900 বা ক্লাস 1500 স্টেইনলেস স্টীল বা অ্যালয় স্টিলকে 650°F (343°C) পর্যন্ত তাপমাত্রা এবং 2,500 psi পর্যন্ত চাপে বাষ্প পরিচালনা করার জন্য নির্দিষ্ট করা হয়েছে।
উত্পাদিত জল চিকিত্সা এবং নিষ্পত্তি
উত্পাদিত জল - অশোধিত তেলের সাথে সহ-উত্পাদিত লবণাক্ত জল - অবশ্যই আলাদা করতে হবে, চিকিত্সা করতে হবে এবং হয় পুনরায় ইনজেকশন বা নিষ্পত্তি করতে হবে। উত্পাদিত জল পরিচালনার প্রতিটি পর্যায়ে, গেট ভালভs (প্রায়শই উচ্চ-সলিড কন্টেন্টের জন্য ছুরির গেট ডিজাইন) ফিল্টার, ডিস্যান্ডার এবং ইনজেকশন পাম্পগুলি আলাদা করে। উত্পাদিত জলের ক্ষয়কারীতা (উচ্চ ক্লোরাইড, প্রায়শই CO2 এবং H2S ধারণ করে) ডুপ্লেক্স স্টেইনলেস স্টিল (UNS S31803) বা সুপার ডুপ্লেক্স (UNS S32750) এর গেট ভালভ বডিগুলির প্রয়োজন হয় যাতে কার্বন স্টিলের অকাল ব্যর্থতার কারণ হতে পারে এমন পিটিং এবং ফাটল ক্ষয় রোধ করতে।
তেল নিষ্কাশন গেট ভালভ পরিচালনার মূল মান
প্রতিটি গেট ভালভ আপস্ট্রিম তেল উৎপাদনে ব্যবহৃত হলে অন্তত একটি বাধ্যতামূলক শিল্প মান মেনে চলতে হবে — এবং নন-কমপ্লায়েন্ট ভালভগুলিকে প্রাক-ইনস্টলেশন পরিদর্শনে প্রত্যাখ্যান করা হয়, যা ব্যয়বহুল বিলম্ব সৃষ্টি করে এবং বড়-বোরের, উচ্চ-চাপের আইটেমগুলির জন্য 8-20 সপ্তাহের রি-প্রকিউরমেন্ট লিড টাইম তৈরি করে।
| স্ট্যান্ডার্ড | ইস্যু করা বডি | গেট ভালভ জন্য সুযোগ | মূল প্রয়োজনীয়তা |
|---|---|---|---|
| API 6A (21st Ed., 2018) | আমেরিকান পেট্রোলিয়াম ইনস্টিটিউট | ওয়েলহেড এবং ক্রিসমাস ট্রি গেট ভালভ 20,000 psi পর্যন্ত | 1.5x WP এ শেল পরীক্ষা; শূন্য-লিকেজ আসন পরীক্ষা; PR2 এর জন্য অগ্নি পরীক্ষা |
| API 6D (24 তম সংস্করণ, 2014) | আমেরিকান পেট্রোলিয়াম ইনস্টিটিউট | পাইপলাইন গেট ভালভ, মাধ্যমে-নালী নকশা | মাত্রিক প্রয়োজনীয়তা, চক্র পরীক্ষা, উপকরণ, অ্যান্টি-স্ট্যাটিক |
| API 16A (4র্থ সংস্করণ, 2017) | আমেরিকান পেট্রোলিয়াম ইনস্টিটিউট | BOP দম বন্ধ করে লাইন গেট ভালভ হত্যা | 20,000 psi রেট করা হয়েছে; ঘষিয়া তুলিয়া ফেলিতে সক্ষম স্লারি সঙ্গে কর্মক্ষমতা পরীক্ষা |
| ASME B16.34 (2021) | ASME ইন্টারন্যাশনাল | গেট ভালভ in ASME pressure classes 150 to 4500 | দেয়ালের বেধ, শরীরের নকশা, উপাদান এবং শ্রেণী দ্বারা পরীক্ষা চাপ |
| NACE MR0175 / আইএসও 15156 (2015) | NACE ইন্টারন্যাশনাল / আইএসও | সমস্ত গেট ভালভ টক (H2S) পরিষেবাতে | উপাদান কঠোরতা সীমা (সি-স্টিলের জন্য সর্বোচ্চ 22 HRC); এসএসসি প্রতিরোধ |
| API 6FA / API 607 (2016) | আমেরিকান পেট্রোলিয়াম ইনস্টিটিউট | নরম বা স্থিতিস্থাপক আসন সহ গেট ভালভের ফায়ার-টেস্টিং | 1,800 ° ফারেনহাইট (982 ° সে) তাপমাত্রায় 30-মিনিট বার্ন করার পরে সিট সিলিং ধরে রাখতে হবে |
| ISO 14313 (2007) | ISO | পাইপলাইন গেট ভালভ (API 6D এর আন্তর্জাতিক সমতুল্য) | বেশিরভাগ আন্তর্জাতিক প্রকল্পে API 6D এর সমতুল্য হিসাবে গৃহীত |
সারণী 2: প্রাথমিক শিল্পের মানগুলি তেল নিষ্কাশনের গেট ভালভের জন্য প্রযোজ্য, ইস্যু করার বডি, সুযোগ এবং মূল সম্মতির প্রয়োজনীয়তা সহ। সূত্র: API, ASME, NACE International, ISO।
তেলক্ষেত্রের পরিবেশে গেট ভালভের জন্য উপাদান নির্বাচন
একটি জন্য সঠিক উপাদান নির্বাচন গেট ভালভ তেল নিষ্কাশনে তিনটি সাধারণ ব্যর্থতা মোড প্রতিরোধ করে - H2S পরিষেবাতে সালফাইড স্ট্রেস ক্র্যাকিং (SSC), উত্পাদিত-জল পরিষেবাতে ক্লোরাইড পিটিং, এবং উচ্চ-তাপমাত্রার EOR ইনজেকশনে ক্রীপ ব্যর্থতা। ভুল খাদ নির্বাচন করা ইনস্টলেশনের কয়েক সপ্তাহের মধ্যে বিপর্যয়কর ভালভ ব্যর্থতা হতে পারে।
- কার্বন ইস্পাত (ASTM A216 WCB / A105N): -20°F থেকে 800°F তাপমাত্রায় মিষ্টি অপরিশোধিত পরিষেবার জন্য স্ট্যান্ডার্ড (0.05 psia আংশিক চাপের নিচে H2S)। পোস্ট-ওয়েল্ড হিট ট্রিটমেন্ট (PWHT) এবং 22 HRC-এর নিচে কঠোরতা নিয়ন্ত্রণ NACE MR0175-এর জন্য প্রয়োজন, এমনকি ক্ষণস্থায়ী H2S এক্সপোজারের বিরুদ্ধে সতর্কতা হিসাবে নামমাত্র মিষ্টি পরিষেবাতেও।
- নিম্ন-তাপমাত্রা কার্বন ইস্পাত (ASTM A352 LCB / LCC): আর্কটিক উপকূল এবং গভীর জলের অফশোর অ্যাপ্লিকেশনগুলির জন্য বাধ্যতামূলক যেখানে ডিজাইনের তাপমাত্রা -50 ° ফারেনহাইট (-46 ° সে) এ নেমে যায়। ASME B16.34 এবং API 6D-এর জন্য ন্যূনতম ডিজাইন তাপমাত্রায় Charpy প্রভাব পরীক্ষার প্রয়োজন।
- খাদ ইস্পাত (ASTM A182 F11 / F22 / F91): বাষ্প-বন্যা EOR কূপ এবং উচ্চ-চাপ বাষ্প ইনজেকশন শিরোনামগুলিতে 750°F (399°C) এর উপরে উচ্চ-তাপমাত্রার পরিষেবার জন্য প্রয়োজনীয়। F91 (9Cr-1Mo-V) 1,100°F (593°C) পর্যন্ত পরিষেবার জন্য উচ্চতর ক্রীপ রেজিস্ট্যান্স প্রদান করে এবং সুপারক্রিটিক্যাল স্টিম ইনজেকশনের জন্য পছন্দের উপাদান।
- 316 / 316L স্টেইনলেস স্টীল: 140°F (60°C) এর নিচে তাপমাত্রায় উত্পাদিত জল এবং সমুদ্রের জলের ইনজেকশন পরিষেবার জন্য উপযুক্ত৷ এই তাপমাত্রার উপরে, ক্লোরাইড-প্ররোচিত স্ট্রেস জারা ক্র্যাকিং (Cl-SCC) একটি ঝুঁকি হয়ে ওঠে এবং ডুপ্লেক্স গ্রেডের প্রয়োজন হয়।
- ডুপ্লেক্স স্টেইনলেস স্টিল (UNS S31803 / 2205): উত্পাদিত জল, সমুদ্রের জলের ইনজেকশন, এবং হালকা টক পরিষেবার জন্য মানক উপাদান (1 psia আংশিক চাপের নীচে H2S)। 316 SS-এর ফলন শক্তির প্রায় 2x এবং 32-এর উপরে একটি পিটিং প্রতিরোধের সমতুল্য সংখ্যা (PREN) প্রদান করে, যা 150°F (65°C) তাপমাত্রায় ক্লোরাইড পিটিং প্রতিরোধে সক্ষম করে।
- সুপার ডুপ্লেক্স স্টেইনলেস স্টিল (UNS S32750 / 2507): আক্রমনাত্মক টক-গ্যাস এবং উচ্চ-ক্লোরাইড উত্পাদিত জল পরিষেবার জন্য নির্দিষ্ট করা হয়েছে। 40-এর উপরে PREN 185°F (85°C) তাপমাত্রায় সমুদ্রের জলে গর্ত করার প্রতিরোধ নিশ্চিত করে। প্রতি NACE MR0175 পার্ট 3 , সুপার ডুপ্লেক্স টক পরিষেবাতে গ্রহণযোগ্য যখন সঠিক মাইক্রোস্ট্রাকচার এবং কঠোরতা (সর্বোচ্চ 310 HV10) অর্জনের জন্য দ্রবণ-এনিলড এবং নিভিয়ে-শক্ত করা হয়।
- ইনকোনেল 625/718 (UNS N06625 / N07718): সবচেয়ে আক্রমনাত্মক পরিষেবার জন্য সংরক্ষিত — উচ্চ H2S আংশিক চাপ (100 psia-এর উপরে), উচ্চ CO2 আংশিক চাপ (30 psia-এর উপরে), এবং উচ্চ তাপমাত্রা। এইচপিএইচটি কূপের গেট ভালভের ডালপালা, আসন এবং অভ্যন্তরীণ ছাঁটাইয়ের জন্য প্রাথমিকভাবে ব্যবহৃত হয় যেখানে কার্বন ইস্পাত এবং স্টেইনলেস স্টিল অ্যালয় উভয়ই ক্ষয়ের জন্য সংবেদনশীল। ইনকোনেল 625 গেট ভালভ ইন্টারনালগুলি রক্ষণাবেক্ষণের ব্যবধানগুলি 2 বছর থেকে 10 বছরের বেশি গুরুতর টক পরিষেবাতে প্রসারিত করতে পারে, যা উচ্চতর প্রাথমিক উপাদান ব্যয় সত্ত্বেও উল্লেখযোগ্য জীবনচক্র খরচ সঞ্চয়ের প্রতিনিধিত্ব করে।
তেল উৎপাদনে গেট ভালভের সাধারণ ব্যর্থতার মোড
বোঝাপড়া গেট ভালভ ব্যর্থতা প্রক্রিয়া রক্ষণাবেক্ষণ দলগুলিকে লক্ষ্যবস্তু পরিদর্শন প্রোগ্রামগুলি বাস্তবায়ন করতে এবং ভালভের আয়ু বাড়ানোর অনুমতি দেয় — অপরিকল্পিত শাটডাউনের ফ্রিকোয়েন্সি হ্রাস করে যা আপস্ট্রিম অপারেটরদের আনুমানিক খরচ করে বিশ্বব্যাপী প্রতি বছর $38 বিলিয়ন হারানো উত্পাদন (উড ম্যাকেঞ্জি, 2022) .
- বালি এবং কঠিন থেকে আসন ক্ষয়: 10 ফুট/সেকেন্ডের বেশি বেগে বালি-বোঝাই অপরিশোধিত ক্রুড ক্রমান্বয়ে গেটের সিটের মুখগুলিকে ক্ষয় করে, বিশেষ করে আংশিকভাবে খোলা অবস্থানে। শক্ত-মুখী স্টেলাইট বা টাংস্টেন কার্বাইড আসনগুলি নরম বা অ-কঠিন আসনের তুলনায় ক্ষয় প্রতিরোধ ক্ষমতা 5-8x বাড়িয়ে দেয়। সব গেট ভালভs বালি উৎপাদনকারী কূপগুলি সম্পূর্ণরূপে খোলা বা সম্পূর্ণরূপে বন্ধ করা উচিত - কখনও আংশিকভাবে ফাটল না।
- স্টেম প্যাকিং ফুটো: বাহ্যিক স্টেম ফুটো পৃষ্ঠের সবচেয়ে সাধারণ রক্ষণাবেক্ষণ সমস্যা গেট ভালভs , উৎপাদন সুবিধাগুলিতে সমস্ত ভালভ রক্ষণাবেক্ষণ কাজের আদেশের প্রায় 35-40% জন্য অ্যাকাউন্টিং (সূত্র: এনার্জি ইনস্টিটিউট ভালভ ম্যানেজমেন্টের উপর ভাল অনুশীলন গাইড, 2021 ) গ্রাফাইট প্যাকিং হট সার্ভিসে পিটিএফই-এর চেয়ে বেশি সময় ধরে সিলিং ধরে রাখে, তবে অতিরিক্ত সংকোচন এবং স্টেম খিঁচুনি প্রতিরোধ করার জন্য যত্নশীল গ্রন্থি অনুসরণকারী সমন্বয় প্রয়োজন।
- থার্মাল বাইন্ডিং (সলিড ওয়েজ ডিজাইন): স্টিম ইনজেকশন এবং উচ্চ-তাপমাত্রার পরিষেবা শীতল হওয়ার পরে সিটের বিপরীতে শক্ত কীলককে লক করতে পারে, গেটটি মুক্ত করার জন্য হাইড্রোলিক জ্যাকিং বা তাপ প্রয়োগের প্রয়োজন হয়। এই ব্যর্থতা একটি ওয়েলহেড মাস্টার ভালভকে অক্ষম করতে পারে, সম্ভাব্যভাবে প্রতিকারের জন্য উৎপাদন বন্ধের প্রয়োজন। সমাধান হল 300°F (149°C) এর উপরে যেকোনো পরিষেবায় নমনীয় ওয়েজ বা প্রসারিত স্ল্যাব গেট ডিজাইন নির্দিষ্ট করা।
- গহ্বর এবং কম্পনের ক্ষতি: গেট ভালভ operated in the partially open position generate turbulent flow and pressure differentials that cause cavitation and internal vibration. Over time, this erodes body walls, damages seats, and can fracture the gate. The correct solution is to install a dedicated control valve or choke for flow modulation and keep gate valves fully open or fully closed.
- টক পরিষেবাতে সালফাইড স্ট্রেস ক্র্যাকিং (এসএসসি): 22 HRC-এর উপরে কঠোরতা সহ উচ্চ-শক্তির ইস্পাত থেকে তৈরি গেট ভালভের কান্ড এবং বোল্টিং দ্রবীভূত H2S-এর উপস্থিতিতে SSC-এর জন্য সংবেদনশীল - প্রথম এক্সপোজারের কয়েক ঘন্টার মধ্যে ক্র্যাকিং ঘটতে পারে। এটি সংগ্রহের পর্যায়ে NACE MR0175 উপাদান সম্মতি দ্বারা সম্বোধন করা হয়। খরচ কমানোর জন্য নন-কমপ্লায়েন্ট উচ্চ-শক্তির বোল্টিংকে প্রতিস্থাপন করা হল টক-গ্যাস কূপের বিপর্যয়মূলক গেট ভালভের ব্যর্থতার একটি নথিভুক্ত মূল কারণ।
- নিষ্ক্রিয়তা-প্ররোচিত খিঁচুনি: গেট ভালভ that remain open for years without operation — common on mainline block valves — can develop corrosion, scale, or wax deposits that bond the gate to the seats, making the valve impossible to close when needed. Annual partial-stroke or full-stroke exercise testing per the API 6A প্রস্তাবিত রক্ষণাবেক্ষণ প্রোগ্রাম খিঁচুনি প্রতিরোধ করে এবং জরুরী অবস্থা দেখা দেওয়ার আগে কার্যকারিতা নিশ্চিত করে।
তেল উৎপাদনে স্বয়ংক্রিয় গেট ভালভের জন্য অ্যাকচুয়েটর বিকল্প
যখন অধিকাংশ গেট ভালভs অয়েলফিল্ড সার্ভিসে ম্যানুয়ালি চালিত হয়, মনুষ্যবিহীন কূপ সাইট, সাবসি ইন্সটলেশন এবং নিরাপত্তা-গুরুত্বপূর্ণ আইসোলেশন পয়েন্টে রিমোট এবং স্বয়ংক্রিয় অ্যাকচুয়েশন প্রয়োজন। নীচের টেবিলটি আপস্ট্রিম পেট্রোলিয়াম পরিষেবাতে গেট ভালভের জন্য অ্যাকুয়েটর বিকল্পগুলির তুলনা করে:
| অ্যাকচুয়েটর টাইপ | অ্যাকচুয়েশন সময় | ব্যর্থ-নিরাপদ বিকল্প | সাধারণ গেট ভালভ অ্যাপ্লিকেশন |
|---|---|---|---|
| হাইড্রোলিক (লিনিয়ার সিলিন্ডার) | 15-120 সেকেন্ড | হ্যাঁ (বসন্ত রিটার্ন বা সঞ্চয়কারী) | ওয়েলহেড মাস্টার ভালভ, সাবসি ট্রি গেট ভালভ |
| বায়ুসংক্রান্ত (লিনিয়ার সিলিন্ডার) | 30-180 সেকেন্ড | হ্যাঁ (বসন্ত ফিরে) | সারফেস ওয়েলহেড গেট ভালভ, পাইপলাইন ব্লক ভালভ |
| বৈদ্যুতিক (MOV, মাল্টি-টার্ন) | 60-300 সেকেন্ড | শেষ অবস্থান (ইউপিএস-সমর্থিত ঐচ্ছিক) | দূরবর্তী পাইপলাইন প্রধান লাইন বিচ্ছিন্নতা, অ-নিরাপত্তা-গুরুত্বপূর্ণ ব্লক ভালভ |
| ইলেক্ট্রো-হাইড্রোলিক (স্থানীয় HPU) | 20-90 সেকেন্ড | হ্যাঁ (সঞ্চয়কারী বন্ধ) | মানবহীন দূরবর্তী ওয়েলহেড, ESD প্রয়োজন সহ পাইপলাইন ব্লক স্টেশন |
সারণি 3: তেল নিষ্কাশনে স্বয়ংক্রিয় গেট ভালভের জন্য অ্যাকচুয়েটর প্রকারের তুলনা, অ্যাকচুয়েশন গতি, ব্যর্থ-নিরাপদ ক্ষমতা এবং প্রস্তাবিত প্রয়োগ সহ।
Gate Valves in Oil Extraction সম্পর্কিত প্রায়শ জিজ্ঞাস্য প্রশ্নাবলী
প্রশ্ন 1: ওয়েলহেড পরিষেবার জন্য গেট ভালভের সর্বোচ্চ চাপের রেটিং কত?
অধীন API 6A (2018 সংস্করণ, 2018) , ওয়েলহেড বিস্তৃত স্ল্যাব গেট ভালভs 2,000, 3,000, 5,000, 10,000, 15,000, এবং 20,000 psi কাজের চাপের চাপ ক্লাসে উপলব্ধ। 20,000 psi (20K) শ্রেণীটি বর্তমানে সর্বোচ্চ মানসম্মত, মেক্সিকো উপসাগর, উত্তর সাগর এবং অফশোর ব্রাজিলের অতি-গভীর এইচপিএইচটি কূপে ব্যবহৃত হয় যেখানে জলাধারের চাপ 15,000 পিএসআই শাট-ইন ওয়েলহেড চাপের বেশি।
প্রশ্ন 2: গেট ভালভ কেন তেল উৎপাদনে থ্রটলিং এর জন্য ব্যবহার করা যাবে না?
A গেট ভালভ একটি আংশিকভাবে খোলা অবস্থানে চালিত হলে গেটের প্রান্তে একটি হ্রাসকৃত কুণ্ডলীকার ফাঁক জুড়ে অশান্ত, উচ্চ-বেগ প্রবাহ উৎপন্ন হয় - এমন একটি অবস্থা যা আসন এবং গেট সিল করার পৃষ্ঠের খুব ছোট অংশে ক্ষয়কে কেন্দ্রীভূত করে। বালি-উৎপাদনকারী অপরিশোধিত তেল পরিষেবাতে, এটি কয়েক ঘন্টার মধ্যে বসার পৃষ্ঠগুলিকে ধ্বংস করতে পারে, যার ফলে ভালভ সম্পূর্ণরূপে বন্ধ থাকা সত্ত্বেও স্থায়ীভাবে ফুটো হয়ে যায়। প্রবাহ নিয়ন্ত্রণের জন্য, একটি ডেডিকেটেড চোক ভালভ, কন্ট্রোল ভালভ বা ভি-নচ বল ভালভ ব্যবহার করতে হবে। গেট ভালভ শুধুমাত্র সম্পূর্ণ-খোলা বা সম্পূর্ণ-বন্ধ অপারেশনের জন্য ডিজাইন করা হয়েছে।
প্রশ্ন 3: রাইজিং-স্টেম এবং নন-রাইজিং-স্টেম গেট ভালভের মধ্যে পার্থক্য কী?
একটি ক্রমবর্ধমান কান্ডে গেট ভালভ , ভালভ খোলার সাথে সাথে স্টেমটি বনেটের বাইরের দিকে চলে যায়, ভালভ অবস্থানের একটি স্পষ্ট চাক্ষুষ সূচক প্রদান করে — যখন স্টেমটি সম্পূর্ণভাবে প্রসারিত হয় তখন খোলা হয়, সম্পূর্ণরূপে প্রত্যাহার করা হলে বন্ধ হয়। এই ডিজাইনের জন্য ভালভের উপরে পর্যাপ্ত উল্লম্ব ক্লিয়ারেন্স প্রয়োজন, এটি কম-ক্লিয়ারেন্স অফশোর প্ল্যাটফর্ম পাইপিংয়ের ক্ষেত্রে অব্যবহারিক করে তোলে। একটি নন-রাইজিং-স্টেম (NRS) ডিজাইনে, স্টেমটি স্থির থাকে এবং গেট নাটের অভ্যন্তরীণ থ্রেডগুলি ঘূর্ণনকে গেট ট্র্যাভেলে অনুবাদ করে — কাণ্ডটি বনেটের উপরে প্রসারিত হয় না। NRS ডিজাইন পছন্দ করা হয় যেখানে উচ্চতা সীমিত, কিন্তু ভালভের অবস্থান নিশ্চিত করার জন্য একটি পৃথক অবস্থান নির্দেশক (যান্ত্রিক বা ইলেকট্রনিক) প্রয়োজন।
প্রশ্ন 4: তেল নিষ্কাশনের গেট ভালভ কত ঘন ঘন পরিদর্শন এবং রক্ষণাবেক্ষণ করা উচিত?
দ ভালভ ব্যবস্থাপনার জন্য শক্তি ইনস্টিটিউটের নির্দেশিকা (2021) সুপারিশ করুন যে সুরক্ষা-সমালোচনামূলক গেট ভালভ (ওয়েলহেড মাস্টার ভালভ, BOP উপাদানগুলি) প্রতি বছরে ন্যূনতম একবার ফাংশন-পরীক্ষা করা হোক এবং প্রতি 3-5 বছরে সম্পূর্ণ পরিদর্শন করা হোক, বা সুবিধার ঝুঁকি-ভিত্তিক পরিদর্শন (RBI) প্রোগ্রাম অনুসারে। মেনলাইন পাইপলাইন ব্লক গেট ভালভ যেগুলি খুব কমই চালিত হয় সেগুলিকে নিষ্ক্রিয়তা-প্ররোচিত খিঁচুনি প্রতিরোধ করতে প্রতি বছর ন্যূনতম একবার ব্যায়াম করা উচিত (পূর্ণ স্ট্রোক বা আংশিক স্ট্রোক)। স্টেম প্যাকিংটি ত্রৈমাসিক বাহ্যিক ফুটোর জন্য পরিদর্শন করা উচিত এবং দৃশ্যমান কান্নার প্রথম লক্ষণে পুনরায় প্যাক করা বা প্রতিস্থাপন করা উচিত।
প্রশ্ন 5: একটি প্রসারিত গেট ভালভ কি এবং কেন এটি তেলের ওয়েলহেডগুলিতে ব্যবহার করা হয়?
একটি প্রসারিত (স্ল্যাব) গেট ভালভ দুটি সমান্তরাল গেট সেগমেন্ট ব্যবহার করে — একটি প্রাথমিক স্ল্যাব এবং একটি সেকেন্ডারি স্পেসার উপাদান — যেগুলিকে স্প্রিং বা ক্যাম মেকানিজম দ্বারা যান্ত্রিকভাবে জোর করে আলাদা করা হয় কারণ ভালভটি বন্ধ অবস্থানে পৌঁছায়, উভয় অংশকে একই সাথে আপস্ট্রিম এবং ডাউনস্ট্রিম সিটের বিরুদ্ধে চাপ দেয়। এটি সীটকে শক্তিশালী করার জন্য লাইনের চাপের উপর নির্ভর না করে অন্তর্নিহিত ডাবল-ব্লক সিলিং প্রদান করে, তাপীয় বাঁধন দূর করে (কারণ গেটটি কীলক করে না), এবং থ্রু-কন্ডুইট পিগিংকে অনুমতি দেয়। প্রতি API 6A , প্রসারিত স্ল্যাব গেট ভালভ হল ওয়েলহেড পরিষেবার জন্য আদর্শ নকশা কারণ এটি তৈলাক্তকরণ ইনজেকশন ছাড়াই 20,000 psi পর্যন্ত চাপে শূন্য-লিকেজ মেটাল-টু-মেটাল সিলিং অর্জন করে এবং বালি, স্কেল এবং উত্পাদিত মোম পরিচালনা করার পরে নির্ভরযোগ্যভাবে পুনরায় বসতে পারে।
প্রশ্ন 6: তেলক্ষেত্র পরিষেবাতে গেট ভালভের জন্য "ফায়ার-সেফ" বলতে কী বোঝায়?
একটি অগ্নি-নিরাপদ গেট ভালভ আগুনের টেকসই এক্সপোজারের পরে গ্রহণযোগ্য আসন এবং বডি সিলিংয়ের অখণ্ডতা বজায় রাখার জন্য পরীক্ষা করা হয়েছে এবং প্রত্যয়িত হয়েছে - সাধারণত 1,800°F (982°C) তাপমাত্রায় 30-মিনিট পোড়া এবং তারপরে একটি হাইড্রোস্ট্যাটিক চাপ পরীক্ষা, প্রতি API 6FA বা API 607 . অনুশীলনে, এর অর্থ হল নরম (ইলাস্টোমেরিক বা PTFE) প্রাথমিক আসন সহ গেট ভালভগুলিতে অবশ্যই সেকেন্ডারি মেটাল-টু-মেটাল ব্যাকআপ আসন থাকতে হবে যেগুলি নরম আসনটি জ্বলে উঠলে জড়িত থাকে। একটি উত্পাদন সুবিধার প্রক্রিয়া এলাকার মধ্যে হাইড্রোকার্বন-বহনকারী পাইপলাইনের সমস্ত গেট ভালভগুলি বেশিরভাগ অপারেটিং কোম্পানির স্পেসিফিকেশনগুলির দ্বারা অগ্নি-নিরাপদ প্রত্যয়িত হওয়া প্রয়োজন - এমনকি যদি প্রাথমিক আসন স্বাভাবিক অবস্থায় নরম আসন সামগ্রী দ্বারা অর্জন করা হয়।
প্রশ্ন 7: তেলক্ষেত্র পরিষেবায় একটি গেট ভালভ কতক্ষণ স্থায়ী হয়?
একটি সঠিকভাবে নির্দিষ্ট এবং বজায় রাখা গেট ভালভ পরিষ্কার অপরিশোধিত তেল পরিষেবায় 20-30 বছরের একটি নকশা জীবন অর্জন করা উচিত। যাইহোক, বালি-উৎপাদনকারী বা টক-গ্যাস কূপের প্রকৃত পরিষেবা জীবন কঠিন-মুখী আসন এবং NACE-সামঞ্জস্যপূর্ণ উপকরণ ছাড়া উল্লেখযোগ্যভাবে ছোট হতে পারে। ওয়েলহেড মাস্টার ভালভগুলি সাধারণত প্রতি 5-10 বছরে নির্ধারিত ওয়েল ওয়ার্কওভার অপারেশনের সময় প্রতিস্থাপিত বা ওভারহল করা হয়। পাইপলাইন মেইনলাইন গেট ভালভ সমাহিত পরিষেবা, প্রবাহ প্রবাহে কোন কঠিন পদার্থ ছাড়া এবং বার্ষিক অনুশীলন পরীক্ষা, নিয়মিতভাবে 25-40 বছরের পরিষেবা জীবন অর্জন করে। অনুযায়ী পাইপলাইন এবং গ্যাস জার্নাল (2022) , একটি বড়-বোরের (24-ইঞ্চি, 600# ক্লাস) পাইপলাইন গেট ভালভের ফিল্ড প্রতিস্থাপনের গড় ইনস্টল করা খরচ — খনন, বিচ্ছিন্নকরণ এবং পুনরায় চালু করা সহ — $250,000 ছাড়িয়ে গেছে, যা সঠিক প্রাথমিক স্পেসিফিকেশন এবং প্রতিরোধমূলক রক্ষণাবেক্ষণের গুরুত্বকে নির্দেশ করে৷
তেল নিষ্কাশন ইঞ্জিনিয়ারদের জন্য গেট ভালভ নির্বাচন চেকলিস্ট
- প্রয়োজনীয় শনাক্ত করুন API চাপ শ্রেণী : ওয়েলহেডের জন্য API 6A (20,000 psi পর্যন্ত), পাইপলাইনের জন্য API 6D / ISO 14313, BOP চোক এবং কিল লাইনের জন্য API 16A।
- উল্লেখ করুন প্রসারিত স্ল্যাব (সমান্তরাল গেট) নকশা সমস্ত ওয়েলহেড মাস্টার ভালভ এবং 5,000 psi এর উপরে বা 300°F এর উপরে যেকোন পরিষেবার জন্য — কখনই শক্ত ওয়েজ নয়।
- প্রয়োজন মাধ্যমে-নালী নকশা যেখানেই পাইপলাইন পিগিং সঞ্চালিত হয় এবং যেখানেই ভালভ গহ্বরে কঠিন পদার্থ জমা হওয়া রোধ করতে হবে।
- H2S বিষয়বস্তু যাচাই করুন: যদি H2S আংশিক চাপ অতিক্রম করে 0.05 psia (0.0003 MPa) , সমস্ত লোড বহনকারী ধাতব উপাদান অবশ্যই NACE MR0175 / ISO 15156 মেনে চলতে হবে৷
- উল্লেখ করুন কঠিন মুখের আসন (স্টেলাইট বা টাংস্টেন কার্বাইড) যে কোনও পরিষেবার জন্য উত্পাদিত বালি, ঘষিয়া তুলিয়া ফেলিতে সক্ষম স্কেল, বা প্রবাহ প্রবাহে কঠিন কণা জড়িত।
- প্রয়োজন API 6FA বা API 607 fire-test certification প্রক্রিয়া এলাকার মধ্যে হাইড্রোকার্বন বহনকারী পাইপিংয়ের সমস্ত গেট ভালভের জন্য।
- উল্লেখ করুন চাপ-সীল বনেট ASME ক্লাস 900 এবং তার উপরে গেট ভালভের জন্য — উচ্চ-চাপ পরিষেবাতে বোল্ট করা বনেটগুলি বহিরাগত ফুটো হওয়ার একটি নথিভুক্ত উৎস।
- একটি অন্তর্ভুক্ত করুন বার্ষিক ব্যায়াম পরীক্ষার প্রয়োজন নিষ্ক্রিয়তা-প্ররোচিত খিঁচুনি প্রতিরোধ করার জন্য কদাচিৎ পরিচালিত গেট ভালভের রক্ষণাবেক্ষণ প্রোগ্রামে।
- মানবহীন বা দূরবর্তী স্থানে গেট ভালভের জন্য, নির্দিষ্ট করুন জলবাহী বা ইলেক্ট্রো-হাইড্রোলিক অ্যাকচুয়েশন দূরবর্তী শাটডাউন ক্ষমতা সক্ষম করতে ব্যর্থ-বন্ধ বসন্ত বা সঞ্চয়ক রিটার্ন সহ।